Serviços personalizados de fundição sob pressão
- Oferecemos soluções de fundição sob pressão de alta precisão, com alto rendimento, tolerâncias rigorosas e acabamentos de superfície lisos.
- Nossos processos eficientes e de alta velocidade minimizam a usinagem, reduzem os prazos de entrega e fornecem peças complexas e econômicas, adaptadas a diversos setores e especificações personalizadas.
- Precisão dimensional de ±0,1 mm
- Paredes finas de até 0,75 mm
- Molda formas complexas com mangas e inserções
- A resistência à tração atinge 415 MPa
- Reduz o tempo de acabamento em 60%
- Reduz os custos em 25% a 45% em grandes volumes
 Solicite um orçamento
Solicite um orçamento
Etapas comuns da fundição sob pressão
Projeto e criação de moldes
Aquecimento do molde
Fusão de metais
Injeção de metal fundido
Resfriamento e solidificação
Abertura da matriz e retirada da peça
Principais tipos de processos de fundição sob pressão
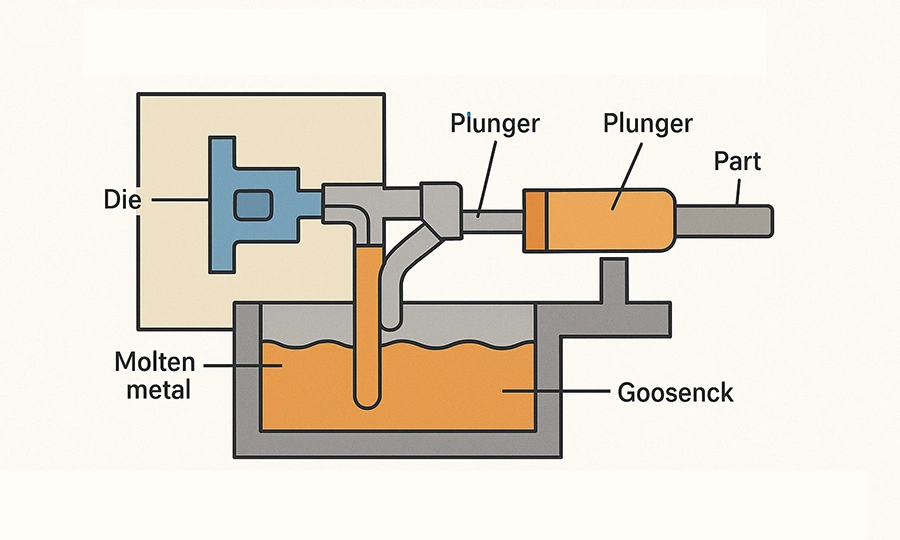
Fundição por injeção em câmara quente
- O sistema de injeção é submerso no metal fundido para permitir ciclos mais rápidos e contínuos.
- Adequado para metais com baixo ponto de fusão, como estanho, zinco e chumbo.
- Permite tempos de ciclo curtos e baixo custo para peças de pequeno a médio porte.
Solicite um orçamento
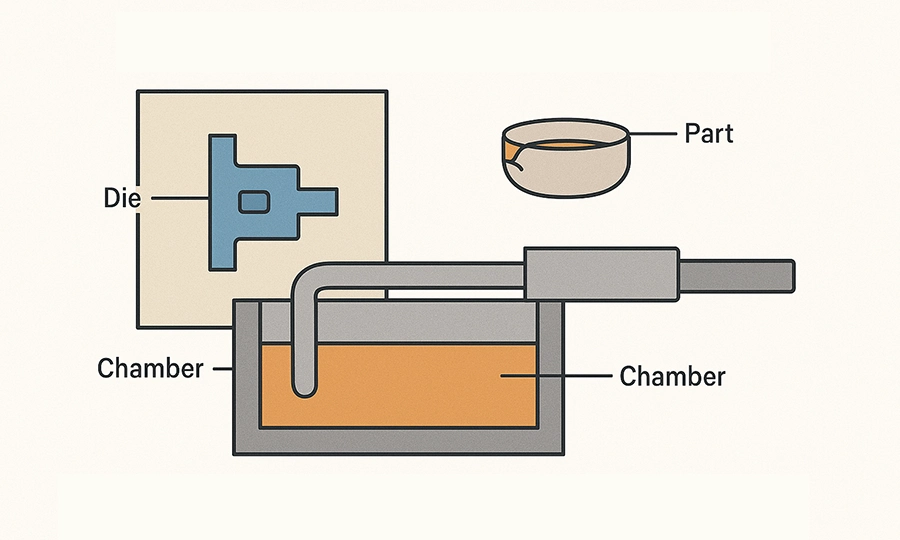
Fundição por injeção em câmara fria
- O metal fundido, retirado com uma concha, é injetado em uma câmara diferente.
- Ideal para alumínio, latão e cobre, materiais com altos pontos de fusão.
- Fundir peças maiores, mais resistentes e mais complexas com precisão.
Solicite um orçamento
Materiais metálicos disponíveis

Ligas de alumínio
- Modelo: A319, A356, A380, A383, ADC6, ADC12, A360
- Resistente à corrosão e leve; ideal para uso automotivo, aeroespacial e industrial.
- Ideal para peças finas e complexas com dimensões precisas e superfícies lisas.
- Reciclável, econômico e compatível com anodização, pintura e revestimento em pó.
Ligas de zinco
- Modelo: Zamak2, ZA12, ZA27, Zamak3, Zamak5, Zamak7, ZA8.
- Ideal para peças pequenas e de precisão, como fechaduras, engrenagens e caixas de proteção.
- Resistente, resistente à corrosão e oferece uma excelente superfície para galvanização.
- O baixo ponto de fusão prolonga a vida útil da matriz e reduz a necessidade de usinagem.

Ligas de magnésio
- Modelos: AZ31B, AE42, EZ33, AZ91D, AM60B, AM50A, AS41.
- Utilizado nos setores automotivo, aeroespacial e eletrônico para estruturas leves.
- Usinagem simples e solidificação rápida para peças complexas.
- Oferece blindagem contra interferências eletromagnéticas e controle de temperatura para equipamentos eletrônicos.

Ligas de cobre
- Modelo: C83600, C84400, C87300, C87500, C87850, C86200, C83800.
- Ideal para peças de precisão para encanamento, náutica e elétrica.
- Oferece alta resistência, resistência à pressão e durabilidade em ambientes extremos.
- Reproduz detalhes com facilidade e é compatível com diversos tipos de acabamento.
Tratamento de superfícies
Para melhorar a aparência, o desempenho e a durabilidade das peças fundidas sob pressão, oferecemos diversos tratamentos de superfície, de acordo com o material, a finalidade de uso e as necessidades de acabamento.







Galvanização por imersão a quente
Galvanização com zinco
Croma
Pintura com pistola
Pintura a pó
Polimento
Anodização
Óxido de ferro preto
Dimensões na fundição sob pressão
O controle dimensional preciso é essencial na fundição sob pressão para garantir a qualidade, o funcionamento e a compatibilidade das peças com os conjuntos. A seguir, apresentamos as principais considerações dimensionais:
| Parâmetros | Especificações |
| Tamanho máximo da peça | Até 1.500 mm |
| Espessura da parede | 0,5 – 10 mm |
| Ângulo de inclinação | 0,5° – 3° por lado |
| Tolerâncias | ±0,025 – ±0,2 mm |
| Raio do filete | 0,5 – 5 mm |
| Deslocamento da linha de divisão | Até 0,3 mm |
| Diâmetro do furo | 1 – 50 mm |
| Proporção da tela | Até 10:1 |
| Rugosidade da superfície | Ra 0,8 – 3,2 µm |
| Margem de encolhimento | 0,5% – 1,2% |
Tolerâncias para serviços de fundição sob pressão
Seguimos as tolerâncias padrão do setor para garantir a precisão, embora os valores reais variem de acordo com a geometria, a liga, as ferramentas e o tamanho da peça fundida. As faixas típicas incluem:
| Parâmetro de tolerância | Faixa típica | Notas |
| Precisão dimensional | ±0,05 mm a ±0,3 mm | Depende do tamanho da peça, da geometria e da precisão da matriz |
| Espessura da parede | ±0,1 mm a ±0,25 mm | As secções finas podem aumentar a variação devido ao fluxo do metal |
| Retidão | ±0,1 mm por 100 mm | Depende da taxa de resfriamento e do comprimento da peça |
| Planicidade | ±0,05 mm a ±0,2 mm | Áreas planas maiores podem exigir pós-processamento |
| Acabamento da superfície | De 0,4 a 2,0 µm | Depende da superfície do molde e do tipo de liga |
| Redondeza | ±0,05 mm a ±0,25 mm | Aplica-se a cilindros, furos e saliências |
| Tolerância angular | ±0,1° a ±1° | Relacionado ao alinhamento do chip e ao tamanho dos elementos |
| Diâmetro do furo | ±0,05 mm a ±0,2 mm | Influenciado pela estabilidade do pino central e pelo resfriamento |
| Tolerância de extração do núcleo | ±0,1 mm a ±0,2 mm | Influenciado pela precisão do mecanismo de extração do núcleo |
| Ângulo de inclinação | ±0,25° a ±1° | Necessário para retirar as peças do molde |
| Profundidade da rosca | ±0,1 mm a ±0,3 mm | Tolerância mais restrita com roscas usinadas posteriormente |
| Tolerância do furo | ±0,1 mm a ±0,25 mm | Aplica-se a superfícies cilíndricas internas |
| Concentricidade | ±0,05 mm a ±0,2 mm | Medido entre os furos e os perfis externos |
| Características cônicas | ±0,5° a ±1° | Facilita a ejeção do molde |
| Raios e tamanhos de arredondamento | ±0,05 mm a ±0,2 mm | Depende do raio da ferramenta e da taxa de resfriamento |
| Perpendicularidade | ±0,2 mm por 100 mm | Manutenção garantida pelo alinhamento preciso do molde |
| Homogeneidade do material | ±0,5% | Refere-se à uniformidade na composição da liga |
| Taxa de encolhimento | ±0,2% a ±0,5% | Influenciado pela composição da liga e pela dinâmica de resfriamento |
| Desvio | ±0,1 mm a ±0,3 mm | Pode ocorrer em peças fundidas longas e de paredes finas |
| Distorção na fundição | ±0,1 mm a ±0,5 mm | Varia de acordo com a temperatura do molde e a complexidade da peça |
| Espessura do revestimento | ±0,01 mm a ±0,05 mm | Para superfícies pintadas, galvanizadas ou anodizadas |
| Tolerância de folga | ±0,05 mm a ±0,3 mm | Para peças móveis ou conjuntos deslizantes |
| Qualidade do cordão e da costura | ±0,1 mm a ±0,2 mm | Afeta o encaixe na montagem e a aparência da superfície |
Nossas peças fundidas por injeção






Aplicações
Nossas soluções de fundição por pressão são amplamente utilizadas em diversos setores devido à sua precisão, resistência e boa relação custo-benefício. As principais áreas de aplicação incluem:






Aeroespacial
Automotivo
Componentes do motor e do trem de força
Fabricação de motocicletas e motores
Utilizado na fabricação de quadros de motocicletas, cárteres e diversos compartimentos de motor, combinando resistência com leveza.