
Os anéis laminados são componentes essenciais de suporte de carga utilizados nos setores aeroespacial, do petróleo e gás, da produção de energia, da mineração, dos rolamentos e da maquinaria pesada. Embora ofereçam um forte fluxo de grãos, elevada resistência e boa consistência dimensional, um controlo inadequado durante o aquecimento, a laminação, o tratamento térmico ou a inspeção pode causar defeitos superficiais ou internos.
1. Fissuras superficiais
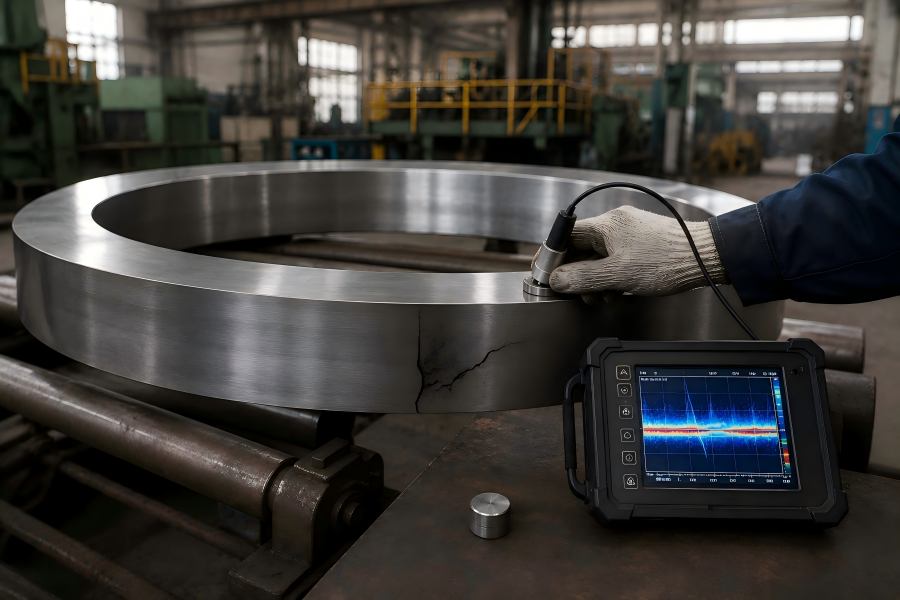
As fissuras superficiais são um dos defeitos mais comuns encontrados em anéis laminados. Estas fissuras podem apresentar-se como finas linhas capilares, pequenas descontinuidades ou fraturas visíveis mais profundas no diâmetro exterior, no diâmetro interior ou na face lateral do anel.
As fissuras superficiais são perigosas porque podem expandir-se durante a maquinação, o tratamento térmico ou a utilização. Em equipamentos rotativos, as fissuras podem alargar-se sob cargas cíclicas e, eventualmente, causar falhas por fadiga.
Causas
- Temperatura inadequada de forjamento ou laminação
- Deformação excessiva numa única passagem
- Baixa ductilidade do material
- Arrefecimento rápido após aquecimento ou laminação
- Defeitos superficiais no tarugo original
- Distribuição irregular da temperatura
- Lubrificação insuficiente durante a laminação
- Manuseamento incorreto ou impacto mecânico
Métodos de prevenção
Outras medidas preventivas incluem:
- Inspecionar os tarugos antes da produção
- Remover defeitos superficiais antes da forja
- Utilização de rácios de redução adequados
- Evitar a deformação excessiva numa única passagem
- Controlar a velocidade de arrefecimento após a laminação
- Aplicar lubrificação adequada
- Manter as superfícies das ferramentas limpas e lisas
- Realizar uma inspeção visual após cada processo-chave
2. Fissuras e vazios internos
As fissuras e cavidades internas são defeitos ocultos no interior do anel laminado. São mais difíceis de detetar do que os defeitos superficiais e podem afetar gravemente o desempenho mecânico.
A área efetiva de suporte de carga do anel é reduzida por estas falhas. Sob carga pesada, pressão ou vibração, as fissuras internas podem alargar-se e ligar-se a outros defeitos, levando à falha.
Causas
As fissuras e cavidades internas podem resultar de:
- Má qualidade do tarugo ou lingote
- Consolidação incompleta durante a forja
- Gás retido ou cavidades de contração
- Rácio de redução de forjamento insuficiente
- Deformação inadequada durante a laminação
- Segregação grave na matéria-prima
- Tensão interna excessiva
- Arrefecimento inadequado após a laminação ou o tratamento térmico
Métodos de prevenção
O método de prevenção mais eficaz consiste em utilizar matérias-primas de alta qualidade. Os fabricantes devem utilizar aço certificado, aço-liga, aço inoxidável, liga de alumínio ou outros materiais especificados provenientes de fábricas de confiança.
Medidas de prevenção importantes incluem:
- Exigir certificados de material
- Verificar a qualidade dos tarugos antes da produção
- Aplicar redução de forjamento suficiente
- Otimizar os programas de deformação
- Evitar gradientes de temperatura excessivos
- Controlar as taxas de arrefecimento
- Utilização de ensaios por ultrassons para inspeção interna
- Rejeitar materiais com descontinuidades internas inaceitáveis
Os ensaios por ultrassons são especialmente importantes para anéis laminados de grandes dimensões e anéis utilizados em aplicações críticas. Permitem detetar fissuras internas, vazios, inclusões e delaminações antes do produto ser expedido.
3. Fora de circularidade
A falta de circularidade significa que o anel laminado não mantém uma forma circular uniforme. O anel pode tornar-se ligeiramente oval, ondulado ou com diâmetro irregular.
Para componentes como rolamentos, engrenagens, mesas rotativas, flanges e anéis de vedação, a circularidade é essencial. Uma circularidade inadequada pode levar a vibração, distribuição desigual da carga, problemas de montagem e desgaste precoce.
Causas
A falta de circularidade pode ser causada por:
- Configuração incorreta da máquina de laminação de anéis
- Força de laminação irregular
- Alinhamento incorreto do mandril ou do rolo principal
- Temperatura do material inconsistente
- Velocidade de laminação excessiva
- Desgaste das ferramentas
- Mau controlo por parte do operador
- Arrefecimento irregular após a laminação
- Manuseamento ou armazenamento incorreto
Durante a laminação do anel, este expande-se à medida que a espessura da parede diminui. Se a força de laminação não for estável ou se o mandril não estiver devidamente alinhado, a deformação pode tornar-se irregular. Isto faz com que o anel perca a sua forma circular.
Os anéis de grande diâmetro são mais difíceis de controlar porque são mais pesados e mais sensíveis às diferenças de temperatura e à deformação causada pelo manuseamento.
Métodos de prevenção
Para evitar o desalinhamento, os fabricantes devem utilizar equipamento de laminação de anéis em bom estado de conservação e um controlo preciso do processo.
As medidas recomendadas incluem:
- Calibração regular da máquina
- Alinhamento adequado do mandril e dos rolos
- Controlo estável da velocidade de laminação
- Aquecimento uniforme antes da laminação
- Monitorização do diâmetro em tempo real
- Inspeção dimensional intermédia
- Arrefecimento controlado após a laminação
- Suporte adequado durante o manuseamento e armazenamento
As modernas máquinas de laminação de anéis CNC podem melhorar significativamente a circularidade, uma vez que permitem um controlo mais preciso da força de laminação, da velocidade e da expansão do anel.
Após a laminação, deve ser realizada uma inspeção dimensional para verificar o diâmetro exterior, o diâmetro interior, a circularidade e a concentricidade.
4. Variação da espessura da parede
A variação da espessura da parede ocorre quando a parede do anel não é uniforme ao longo da circunferência. Uma área pode ser mais espessa, enquanto outra é mais fina.
Este defeito pode afetar o desempenho mecânico, o equilíbrio, a margem de usinagem e a precisão da montagem final. Em aplicações relacionadas com pressão, a espessura irregular da parede também pode criar concentração de tensões.
Causas
As causas comuns incluem:
- Programa de laminação incorreto
- Alinhamento inadequado das ferramentas
- Fluxo irregular do material
- Velocidade de laminação instável
- Baixa uniformidade da temperatura
- Vibração do equipamento
- Preparação imprecisa do tarugo
- Erro do operador
Se a peça em bruto inicial não estiver devidamente centrada ou se a operação de puncionamento for imprecisa, o anel pode entrar na laminagem com uma geometria irregular.
Métodos de prevenção
Os fabricantes podem reduzir a variação da espessura da parede melhorando a preparação da peça em bruto e o controlo da laminação.
Medidas eficazes incluem:
- Corte e repuxamento precisos do tarugo
- Perfuração e pré-formação adequadas
- Conceção correta das ferramentas
- Parâmetros de laminação estáveis
- Monitorização em tempo real da espessura da parede
- Verificações dimensionais frequentes
- Formação de operadores qualificados
- Manutenção preventiva do equipamento de laminação
Para anéis laminados de precisão, deve ser reservada uma margem de usinagem suficiente. No entanto, os fabricantes devem evitar depender apenas da usinagem para corrigir erros de conformação graves, pois a usinagem excessiva pode reduzir a eficiência do material e afetar os benefícios do fluxo de grãos.
5. Sobreposições e dobras

As sobreposições e dobras ocorrem quando o metal se sobrepõe durante a deformação, mas não se une adequadamente. Estas imperfeições podem aparecer na superfície do anel laminado ou perto dela.
São prejudiciais porque formam descontinuidades no interior do material. Sob carga, estas áreas podem tornar-se pontos de início de fissuras.
Causas
As sobreposições e dobras estão geralmente relacionadas com um fluxo de material deficiente durante a forja ou a laminação.
As causas comuns incluem:
- Forma inadequada do tarugo
- Operação de pré-formação incorreta
- Deformação excessiva
- Baixa temperatura de conformação
- Mau projeto das ferramentas
- Programa de laminação inadequado
- Fluxo irregular do metal
- Escória ou contaminação na superfície
Se o material fluir demasiado rapidamente numa área e for restringido noutra, o metal pode dobrar-se sobre si próprio. Uma vez formada uma dobra, esta não pode normalmente ser reparada por laminagem ou maquinagem posteriores, a menos que seja superficial e seja completamente removida.
Métodos de prevenção
A prevenção de sobreposições e dobras requer um controlo cuidadoso do fluxo do metal.
Os fabricantes devem:
- Otimizar as dimensões dos tarugos e pré-formas
- Manter as temperaturas corretas de forjamento e laminação
- Utilizar taxas de deformação adequadas
- Evitar uma redução excessiva numa única passagem
- Melhorar o design das ferramentas
- Remova a escama antes da conformação
- Monitorizar a forma do anel durante a laminação
- Utilize simulação de processo para peças complexas
Para anéis com secções transversais especiais, o projeto do processo é especialmente importante. O software de simulação pode ajudar a prever o fluxo do material e a identificar áreas onde pode ocorrer dobragem.
6. Defeitos de escória e contaminação da superfície
Durante o aquecimento, o aço e muitas ligas reagem com o oxigénio na atmosfera do forno, formando incrustações de óxido na superfície. Se as incrustações não forem removidas adequadamente, podem ser pressionadas contra a superfície do anel durante a forja ou a laminação.
A contaminação da superfície pode reduzir a qualidade da superfície, aumentar a dificuldade de maquinagem e criar pontos fracos.
Causas
Os defeitos de escama e a contaminação podem ser causados por:
- Tempo de aquecimento excessivo
- Temperatura elevada do forno
- Mau controlo da atmosfera do forno
- Ambiente sujo no forno
- Descalcificação inadequada
- Manuseamento inadequado do material
- Óleo, sujidade ou partículas estranhas na superfície do tarugo
A escama pode ficar retida na superfície durante a deformação. Em alguns casos, cria cavidades ou áreas rugosas após a remoção.
Métodos de prevenção
Os fabricantes devem controlar as condições de aquecimento e manter o ambiente de produção limpo.
Métodos úteis incluem:
- Reduzir o tempo de aquecimento desnecessário
- Controlar a atmosfera do forno
- Limpeza regular do forno
- Descalcificação antes da laminação
- Utilização de descalcificação com água a alta pressão, quando adequado
- Manter os tarugos limpos antes do aquecimento
- Evitar o contacto com sujidade ou materiais estranhos
- Jateamento com granalha após a laminação, quando necessário
A limpeza da superfície antes da inspeção também é importante. Os defeitos são mais fáceis de detetar quando a incrustação e a contaminação foram removidas.
7. Inclusões
As partículas não metálicas retidas no interior do metal são denominadas inclusões. Podem consistir em óxidos, sulfuretos, escória ou outros materiais estranhos.
Embora pequenas inclusões possam ser aceitáveis dentro de certas normas, inclusões grandes ou concentradas podem reduzir a tenacidade, a resistência à fadiga e a resistência ao impacto.
Causas
As inclusões provêm geralmente do processo de produção de aço ou de fusão.
As causas possíveis incluem:
- Contaminação por escória
- Processo de refinação deficiente
- Erosão refratária
- Desoxidação insuficiente
- Matéria-prima de baixa qualidade
- Processo de fundição inadequado
- Ambiente de fusão contaminado
Métodos de prevenção
Os fabricantes e compradores devem exigir:
- Fornecedores de materiais fiáveis
- Relatórios certificados dos materiais
- Métodos de produção de aço limpos
- Inspeção de materiais recebidos
- Testes por ultrassons
- Avaliação metalúrgica, quando necessário
- Rastreabilidade desde a matéria-prima até ao produto final
Para aplicações aeroespaciais, energéticas e em equipamentos sob pressão, os requisitos de limpeza dos materiais são geralmente mais rigorosos. Os compradores devem especificar claramente as normas aplicáveis e os níveis de inspeção nos documentos de compra.
8. Distorção por tratamento térmico
Dureza, resistência, tenacidade e resistência ao desgaste estão entre as qualidades mecânicas que são melhoradas pelo tratamento térmico. Normalização, recozimento, têmpera, revenimento, tratamento de solução e envelhecimento são procedimentos comuns de tratamento térmico.
No entanto, se o tratamento térmico não for controlado corretamente, os anéis laminados podem distorcer-se.
Causas
A deformação por tratamento térmico pode resultar de:
- Aquecimento irregular
- Arrefecimento irregular
- Carregamento incorreto do forno
- Apoio inadequado durante o aquecimento
- Têmpera rápida
- Tensão residual resultante da laminação
- Grandes diferenças de espessura da secção
- Microestrutura não uniforme
Os anéis laminados de grandes dimensões são particularmente vulneráveis, uma vez que podem ocorrer diferenças de temperatura entre a superfície e o núcleo. Estas diferenças criam tensão térmica, o que pode alterar a forma do anel.
Métodos de prevenção
Para reduzir a distorção causada pelo tratamento térmico, os fabricantes devem utilizar procedimentos de tratamento térmico controlados e uniformes.
Medidas importantes incluem:
- Utilização de fornos calibrados
- Garantir um aquecimento uniforme
- Selecionar o tempo de manutenção adequado
- Apoiar os anéis corretamente no forno
- Utilização de meios de têmpera adequados
- Controlar a velocidade de arrefecimento
- Aplicar alívio de tensão quando necessário
- Inspecionar as dimensões após o tratamento térmico
Para anéis de alta precisão, pode ser realizada uma usinagem de desbaste antes do tratamento térmico, seguida de uma usinagem final após o tratamento térmico. Isso ajuda a remover a distorção, ao mesmo tempo que permite obter dimensões finais precisas.
9. Crescimento excessivo dos grãos
O desempenho mecânico de um anel laminado é significativamente afetado pela sua estrutura de grãos. Grãos finos e uniformes geralmente proporcionam melhor resistência, tenacidade e resistência à fadiga.
O crescimento excessivo dos grãos enfraquece o material e pode reduzir a tenacidade ao impacto e a fiabilidade em serviço.
Causas
O crescimento excessivo dos grãos é frequentemente causado por:
- Sobreaquecimento durante a forja ou a laminação
- Tempo de permanência excessivo no forno
- Temperatura inadequada do tratamento térmico
- Ciclos repetidos de reaquecimento
- Mau controlo do processo
- Seleção incorreta do material
Quando o metal é mantido a alta temperatura durante demasiado tempo, os grãos podem tornar-se maiores. Quando os grãos se tornam demasiado grossos, o anel pode deixar de cumprir as propriedades mecânicas exigidas.
Métodos de prevenção
Os fabricantes podem evitar o crescimento excessivo dos grãos através de um controlo térmico rigoroso.
Os métodos recomendados incluem:
- Definição das temperaturas de aquecimento corretas
- Evitar o reaquecimento desnecessário
- Controlar o tempo de recozimento
- Monitorizar a temperatura do forno com precisão
- Utilização de ciclos de tratamento térmico adequados
- Realizar a inspeção da microestrutura
- Realizar ensaios de propriedades mecânicas
10. Tensão residual
A tensão interna que persiste num anel após o fabrico, mesmo na ausência de uma força externa, é designada por tensão residual.
Embora normalmente não seja visível, a tensão residual pode causar instabilidade dimensional, fissuras, deformação durante a maquinação ou falha prematura durante a utilização.
Causas
A tensão residual pode ser causada por:
- Deformação irregular durante a laminação
- Arrefecimento rápido após a forja
- Gradientes de temperatura no tratamento térmico
- Têmpera
- Maquinação pesada
- Remoção irregular de material
- Reparação por soldadura, se utilizada
- Endireitamento ou correção inadequados
Durante a usinagem, a tensão residual pode ser liberada gradualmente. Isso pode fazer com que o anel se deforme após a remoção do material, dificultando a manutenção de tolerâncias apertadas.
Métodos de prevenção
A tensão residual pode ser reduzida através de um projeto de processo adequado.
Métodos úteis incluem:
- Arrefecimento controlado após a laminação
- Tratamento térmico de alívio de tensão
- Maquinação equilibrada de ambos os lados
- Evitar a remoção excessiva de material numa única etapa
- Utilização de programas otimizados de forjamento e laminação
- Permitir uma equalização estável da temperatura
- Realização de verificações dimensionais durante a usinagem
Técnicas de controlo de qualidade para a deteção de defeitos em anéis laminados
Mesmo quando a produção é cuidadosamente controlada, a inspeção continua a ser essencial. Um sistema completo de controlo de qualidade ajuda a garantir que os anéis laminados cumprem os requisitos dimensionais, mecânicos e estruturais antes da entrega.
Inspeção visual
É utilizada para verificar problemas superficiais evidentes, tais como fissuras, dobras, cavidades, riscos, defeitos de escamação e contaminação da superfície.
Embora a inspeção visual seja básica, continua a ser importante, uma vez que muitos defeitos surgem inicialmente na superfície.
Ensaio por ultrassons
O ensaio por ultrassons é amplamente utilizado para detetar defeitos internos. Permite identificar fissuras internas, vazios, inclusões, delaminações e outras descontinuidades.
No caso de anéis laminados de grandes dimensões ou de componentes críticos para a segurança, o ensaio por ultrassons é frequentemente exigido antes do envio.
Ensaio por Partículas Magnéticas
Os materiais ferromagnéticos podem ser testados utilizando partículas magnéticas. Este método permite detetar fissuras superficiais e próximas da superfície.
Este método é normalmente aplicado após a forja, o tratamento térmico ou a maquinação de desbaste.
Ensaio por penetração de corante
Em materiais não porosos, o ensaio por penetração de corante pode ser utilizado para detetar falhas minúsculas na superfície. O aço inoxidável, as ligas de alumínio e outros materiais não magnéticos podem ser analisados com este método.
Inspeção dimensional
A inspeção dimensional confirma que o anel cumpre os requisitos do desenho.
Os itens normalmente verificados incluem:
- Diâmetro exterior
- Diâmetro interno
- Espessura da parede
- Altura
- Redondeza
- Planicidade
- Concentricidade
- Perpendicularidade
- Margem de usinagem
Ensaios metalúrgicos
Os ensaios metalúrgicos avaliam a estrutura e as propriedades do material.
Podem incluir:
- Inspeção do tamanho do grão
- Ensaio de dureza
- Ensaio de tração
- Ensaios de impacto
- Análise da microestrutura
- Verificação da composição química
Uma combinação de métodos de inspeção proporciona uma garantia de qualidade mais sólida do que a dependência de um único teste.