
Rolled rings are critical load-bearing components used in aerospace, oil and gas, power generation, mining, bearings, and heavy machinery. Although they offer strong grain flow, high strength, and good dimensional consistency, poor control during heating, rolling, heat treatment, or inspection can cause surface or internal defects.
1. Surface Cracks
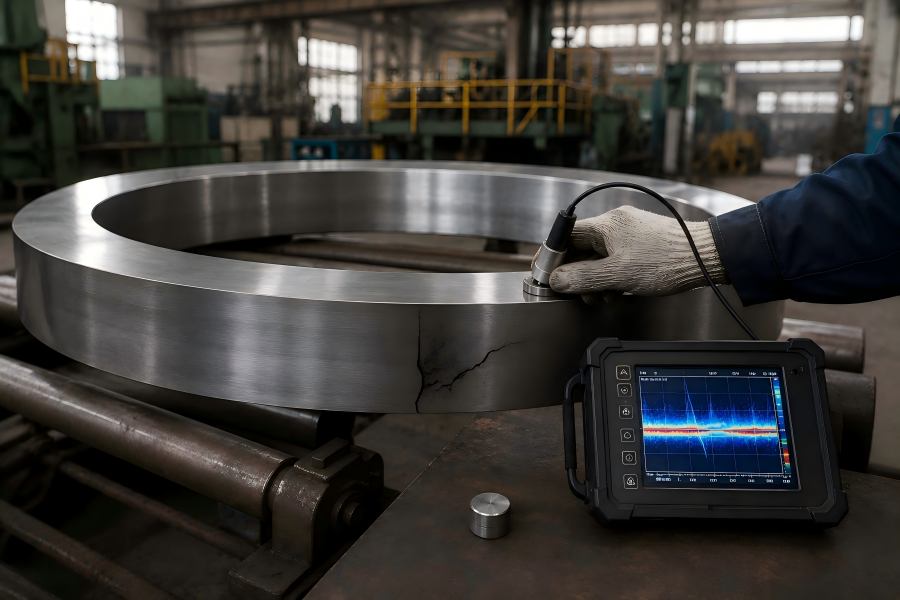
Surface cracking is one of the most common defects found in rolled rings. These cracks may appear as fine hairline lines, short discontinuities, or deeper visible fractures on the outer diameter, inner diameter, or side face of the ring.
Surface cracks are dangerous because they can expand during machining, heat treatment, or service. In rotating equipment, cracks may grow under cyclic loading and eventually cause fatigue failure.
Causes
- Improper forging or rolling temperature
- Excessive deformation in one pass
- Poor material ductility
- Rapid cooling after heating or rolling
- Surface defects on the original billet
- Uneven temperature distribution
- Insufficient lubrication during rolling
- Incorrect handling or mechanical impact
Prevention Methods
Other preventive measures include:
- Inspecting billets before production
- Removing surface defects before forging
- Using appropriate reduction ratios
- Avoiding excessive deformation in one pass
- Controlling cooling speed after rolling
- Applying proper lubrication
- Maintaining clean and smooth tooling surfaces
- Performing visual inspection after each key process
2. Internal Cracks and Voids
Internal cracks and voids are hidden defects inside the rolled ring. They are more difficult to detect than surface defects and may seriously affect mechanical performance.
The ring’s effective load-bearing area is decreased by these flaws. Under heavy load, pressure, or vibration, internal cracks can grow and connect with other defects, leading to failure.
Causes
Internal cracks and voids may result from:
- Poor billet or ingot quality
- Incomplete consolidation during forging
- Entrapped gas or shrinkage cavities
- Insufficient forging reduction ratio
- Improper deformation during rolling
- Severe segregation in the raw material
- Excessive internal stress
- Improper cooling after rolling or heat treatment
Prevention Methods
The most effective prevention method is to start with high-quality raw materials. Manufacturers should use certified steel, alloy steel, stainless steel, aluminum alloy, or other specified materials from reliable mills.
Important prevention steps include:
- Requiring material certificates
- Checking billet quality before production
- Applying sufficient forging reduction
- Optimizing deformation schedules
- Avoiding excessive temperature gradients
- Controlling cooling rates
- Using ultrasonic testing for internal inspection
- Rejecting materials with unacceptable internal discontinuities
Ultrasonic testing is especially important for large rolled rings and rings used in critical applications. It can detect internal cracks, voids, inclusions, and laminations before the product is shipped.
3. Out-of-Roundness
Out-of-roundness means the rolled ring does not maintain a uniform circular shape. The ring may become slightly oval, wavy, or uneven in diameter.
For components such as bearings, gears, rotary tables, flanges, and sealing rings, roundness is essential. Inadequate roundness can lead to vibration, unequal load distribution, assembly issues, and early wear.
Causes
Out-of-roundness may be caused by:
- Improper ring rolling machine setup
- Uneven rolling force
- Incorrect mandrel or main roll alignment
- Inconsistent material temperature
- Excessive rolling speed
- Tooling wear
- Poor operator control
- Uneven cooling after rolling
- Incorrect handling or storage
During ring rolling, the ring expands as wall thickness decreases. If rolling force is not stable or the mandrel is not properly aligned, deformation may become uneven. This causes the ring to lose its circular shape.
Large-diameter rings are more difficult to control because they are heavier and more sensitive to temperature differences and handling deformation.
Prevention Methods
To prevent out-of-roundness, manufacturers should use well-maintained ring rolling equipment and accurate process control.
Recommended measures include:
- Regular machine calibration
- Proper mandrel and roll alignment
- Stable rolling speed control
- Uniform heating before rolling
- Real-time diameter monitoring
- Intermediate dimensional inspection
- Controlled cooling after rolling
- Proper support during handling and storage
Modern CNC ring rolling machines can significantly improve roundness because they allow more precise control of rolling force, speed, and ring expansion.
After rolling, dimensional inspection should be performed to verify outer diameter, inner diameter, roundness, and concentricity.
4. Wall Thickness Variation
Wall thickness variation occurs when the ring wall is not uniform around the circumference. One area may be thicker while another area is thinner.
This defect can affect mechanical performance, balance, machining allowance, and final assembly accuracy. In pressure-related applications, uneven wall thickness may also create stress concentration.
Causes
Common causes include:
- Incorrect rolling schedule
- Improper tooling alignment
- Uneven material flow
- Unstable rolling speed
- Poor temperature uniformity
- Equipment vibration
- Inaccurate billet preparation
- Operator error
If the initial blank is not properly centered or the punching operation is inaccurate, the ring may enter rolling with uneven geometry. .
Prevention Methods
Manufacturers can reduce wall thickness variation by improving blank preparation and rolling control.
Effective measures include:
- Accurate billet cutting and upsetting
- Proper punching and preforming
- Correct tooling design
- Stable rolling parameters
- Real-time wall thickness monitoring
- Frequent dimensional checks
- Skilled operator training
- Preventive maintenance of rolling equipment
For precision rolled rings, enough machining allowance should be reserved. However, manufacturers should avoid relying only on machining to correct major forming errors, because excessive machining may reduce material efficiency and affect grain flow benefits.
5. Laps and Folds

Laps and folds occur when metal overlaps during deformation but does not bond properly. These flaws could show up on the rolled ring’s surface or close to it.
They are harmful because they form discontinuities inside the material. Under load, these areas can become crack initiation points.
Causes
Laps and folds are usually related to poor material flow during forging or rolling.
Common causes include:
- Improper billet shape
- Incorrect preforming operation
- Excessive deformation
- Low forming temperature
- Poor tooling design
- Inappropriate rolling schedule
- Uneven metal flow
- Surface scale or contamination
If material flows too quickly in one area and is restricted in another, the metal may fold over itself. Once a fold forms, it cannot usually be repaired by later rolling or machining unless it is shallow and completely removed.
Prevention Methods
Preventing laps and folds requires careful control of metal flow.
Manufacturers should:
- Optimize billet and preform dimensions
- Maintain correct forging and rolling temperatures
- Use suitable deformation rates
- Avoid excessive single-pass reduction
- Improve tooling design
- Remove scale before forming
- Monitor ring shape during rolling
- Use process simulation for complex parts
For rings with special cross-sections, process design is especially important. Simulation software can help predict material flow and identify areas where folding may occur.
6. Scale Defects and Surface Contamination
During heating, steel and many alloys react with oxygen in the furnace atmosphere, forming oxide scale on the surface. If scale is not removed properly, it may be pressed into the ring surface during forging or rolling.
Surface contamination can reduce surface quality, increase machining difficulty, and create weak points.
Causes
Scale defects and contamination may be caused by:
- Excessive heating time
- High furnace temperature
- Poor furnace atmosphere control
- Dirty furnace environment
- Inadequate descaling
- Poor material handling
- Oil, dirt, or foreign particles on the billet surface
Scale can become trapped on the surface during deformation. In some cases, it creates pits or rough areas after removal.
Prevention Methods
Manufacturers should control heating conditions and keep the production environment clean.
Useful methods include:
- Reducing unnecessary heating time
- Controlling furnace atmosphere
- Regular furnace cleaning
- Descaling before rolling
- Using high-pressure water descaling where suitable
- Keeping billets clean before heating
- Avoiding contact with dirt or foreign matter
- Shot blasting after rolling when required
Surface cleaning before inspection is also important. Defects are easier to detect when scale and contamination have been removed.
7. Inclusions
Non-metallic particles caught inside the metal are called inclusions. They may consist of oxides, sulfides, slag, or other foreign materials.
Although small inclusions may be acceptable within certain standards, large or concentrated inclusions can reduce toughness, fatigue strength, and impact resistance.
Causes
Inclusions usually come from the steelmaking or melting process.
Possible causes include:
- Slag contamination
- Poor refining process
- Refractory erosion
- Insufficient deoxidation
- Low-quality raw material
- Improper casting process
- Contaminated melting environment
Prevention Methods
Manufacturers and buyers should require:
- Reliable material suppliers
- Certified material reports
- Clean steel production methods
- Incoming material inspection
- Ultrasonic testing
- Metallurgical evaluation when necessary
- Traceability from raw material to final product
For aerospace, energy, and pressure equipment applications, material cleanliness requirements are usually stricter. Buyers should clearly specify applicable standards and inspection levels in purchase documents.
8. Heat Treatment Distortion
Hardness, strength, toughness, and wear resistance are among the mechanical qualities that are enhanced by heat treatment. Normalizing, annealing, quenching, tempering, solution treatment, and aging are common heat treatment procedures.
However, if heat treatment is not controlled correctly, rolled rings may distort.
Causes
Heat treatment distortion may result from:
- Uneven heating
- Uneven cooling
- Incorrect furnace loading
- Improper support during heating
- Rapid quenching
- Residual stress from rolling
- Large section thickness differences
- Non-uniform microstructure
Large rolled rings are particularly vulnerable because temperature differences can occur between the surface and the core. These differences create thermal stress, which may change the ring’s shape.
Prevention Methods
To reduce heat treatment distortion, manufacturers should use controlled and uniform heat treatment procedures.
Important measures include:
- Using calibrated furnaces
- Ensuring uniform heating
- Selecting appropriate holding time
- Supporting rings properly in the furnace
- Using suitable quenching media
- Controlling cooling speed
- Applying stress relief when needed
- Inspecting dimensions after heat treatment
For high-precision rings, rough machining may be performed before heat treatment, followed by final machining after heat treatment. This helps remove distortion while still achieving accurate final dimensions.
9. Excessive Grain Growth
The mechanical performance of a rolled ring is significantly impacted by its grain structure. Fine and uniform grains generally provide better strength, toughness, and fatigue resistance.
Excessive grain growth weakens the material and can reduce impact toughness and service reliability.
Causes
Excessive grain growth is often caused by:
- Overheating during forging or rolling
- Excessive soaking time in the furnace
- Improper heat treatment temperature
- Repeated reheating cycles
- Poor process control
- Incorrect material selection
When metal is held at high temperature for too long, grains may grow larger. Once grains become too coarse, the ring may no longer meet required mechanical properties.
Prevention Methods
Manufacturers can prevent excessive grain growth through strict thermal control.
Recommended methods include:
- Setting correct heating temperatures
- Avoiding unnecessary reheating
- Controlling soaking time
- Monitoring furnace temperature accurately
- Using proper heat treatment cycles
- Performing microstructure inspection
- Conducting mechanical property testing
10. Residual Stress
Internal tension that persists in a ring after manufacture even in the absence of an external force is referred to as residual stress.
Although it cannot usually be seen, residual stress can cause dimensional instability, cracking, deformation during machining, or premature failure during service.
Causes
Residual stress may be caused by:
- Uneven deformation during rolling
- Rapid cooling after forging
- Heat treatment temperature gradients
- Quenching
- Heavy machining
- Uneven material removal
- Welding repair, if used
- Improper straightening or correction
During machining, residual stress may be released gradually. This can cause the ring to deform after material is removed, making it difficult to maintain tight tolerances.
Prevention Methods
Residual stress can be reduced through proper process design.
Useful methods include:
- Controlled cooling after rolling
- Stress-relief heat treatment
- Balanced machining from both sides
- Avoiding excessive material removal in one step
- Using optimized forging and rolling schedules
- Allowing stable temperature equalization
- Performing dimensional checks during machining
Quality Control Techniques for Detecting Rolled Ring Defects
Even when production is carefully controlled, inspection remains essential. A complete quality control system helps ensure that rolled rings meet dimensional, mechanical, and structural requirements before delivery.
Visual Inspection
It is used to check obvious surface problems such as cracks, folds, pits, scratches, scale defects, and surface contamination.
Although visual inspection is basic, it is still important because many defects first appear on the surface.
Ultrasonic Testing
Ultrasonic testing is widely used to detect internal defects. It can identify internal cracks, voids, inclusions, laminations, and other discontinuities.
For large rolled rings or safety-critical components, ultrasonic testing is often required before shipment.
Magnetic Particle Testing
Ferromagnetic materials can be tested using magnetic particles. Surface and near-surface cracks can be found using it.
This method is commonly applied after forging, heat treatment, or rough machining.
Dye Penetrant Testing
On non-porous materials, dye penetrant testing can be used to find minute surface-breaking flaws. Stainless steel, aluminum alloys, and other non-magnetic materials can be utilized with it.
Dimensional Inspection
Dimensional inspection confirms that the ring meets drawing requirements.
Typical checked items include:
- Outer diameter
- Inner diameter
- Wall thickness
- Height
- Roundness
- Flatness
- Concentricity
- Perpendicularity
- Machining allowance
Metallurgical Testing
Metallurgical testing evaluates material structure and properties.
It may include:
- Grain size inspection
- Hardness testing
- Tensile testing
- Impact testing
- Microstructure analysis
- Chemical composition verification
A combination of inspection methods provides stronger quality assurance than relying on one test alone.