
Walzringe sind kritische tragende Bauteile, die in der Luft- und Raumfahrt, der Öl- und Gasindustrie, der Energieerzeugung, im Bergbau, bei Lagern und in Schwermaschinen zum Einsatz kommen. Obwohl sie eine ausgeprägte Kornorientierung, hohe Festigkeit und gute Maßhaltigkeit aufweisen, können mangelhafte Kontrollen beim Erhitzen, Walzen, bei der Wärmebehandlung oder der Prüfung zu Oberflächen- oder Innenfehlern führen.
1. Oberflächenrisse
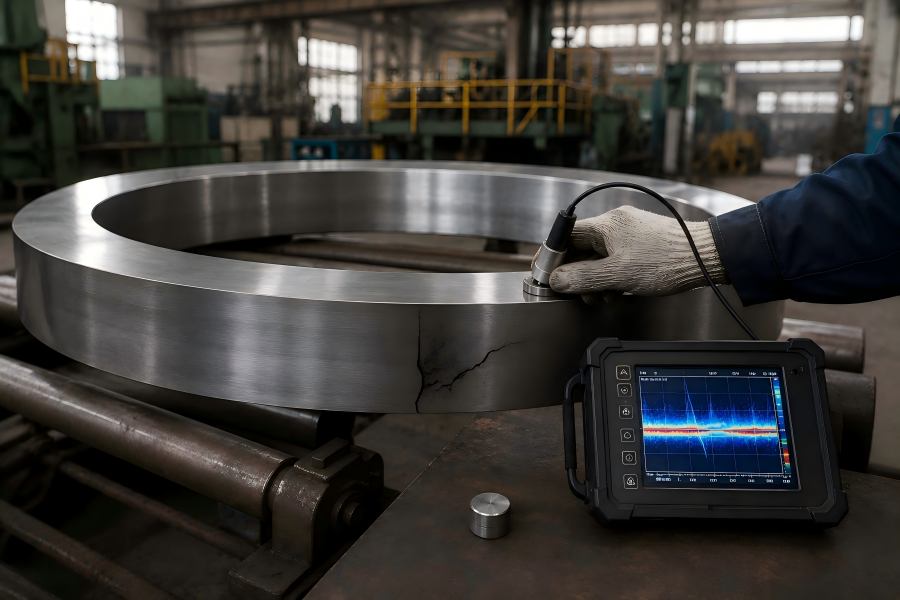
Oberflächenrisse gehören zu den häufigsten Fehlern bei gewalzten Ringen. Diese Risse können als feine Haarrisse, kurze Unterbrechungen oder tiefere sichtbare Brüche am Außendurchmesser, Innendurchmesser oder an der Seitenfläche des Rings auftreten.
Oberflächenrisse sind gefährlich, da sie sich während der Bearbeitung, der Wärmebehandlung oder im Betrieb ausweiten können. In rotierenden Anlagen können Risse unter zyklischer Belastung wachsen und schließlich zu einem Ermüdungsbruch führen.
Ursachen
- Ungeeignete Schmiede- oder Walztemperatur
- Übermäßige Verformung in einem Durchgang
- Geringe Materialduktilität
- Schnelle Abkühlung nach dem Erhitzen oder Walzen
- Oberflächenfehler am Ausgangsblock
- Ungleichmäßige Temperaturverteilung
- Unzureichende Schmierung während des Walzens
- Falsche Handhabung oder mechanische Einwirkung
Präventionsmaßnahmen
Weitere Präventionsmaßnahmen umfassen:
- Prüfung der Knüppel vor der Produktion
- Beseitigung von Oberflächenfehlern vor dem Schmieden
- Verwendung geeigneter Reduktionsverhältnisse
- Vermeidung übermäßiger Verformung in einem Durchgang
- Kontrolle der Abkühlgeschwindigkeit nach dem Walzen
- Sorgfältige Schmierung
- Sauberhaltung und Glättung der Werkzeugoberflächen
- Durchführung einer Sichtprüfung nach jedem wichtigen Arbeitsschritt
2. Innere Risse und Hohlräume
Innere Risse und Hohlräume sind verborgene Fehler im Inneren des gewalzten Rings. Sie sind schwieriger zu erkennen als Oberflächenfehler und können die mechanische Leistungsfähigkeit erheblich beeinträchtigen.
Die effektive Tragfläche des Rings wird durch diese Fehler verringert. Unter hoher Belastung, Druck oder Vibration können innere Risse wachsen und sich mit anderen Fehlern verbinden, was zu einem Versagen führt.
Ursachen
Innere Risse und Hohlräume können folgende Ursachen haben:
- Mangelhafte Qualität des Knüppels oder Barrens
- Unvollständiger Verdichtungsprozess beim Schmieden
- Eingeschlossenes Gas oder Schrumpfhohlräume
- Unzureichendes Schmiedeverformungsverhältnis
- Unsachgemäße Verformung beim Walzen
- Starke Entmischung im Rohmaterial
- Übermäßige innere Spannungen
- Unsachgemäße Abkühlung nach dem Walzen oder der Wärmebehandlung
Präventionsmaßnahmen
Die wirksamste Präventionsmaßnahme ist die Verwendung hochwertiger Rohstoffe. Hersteller sollten zertifizierten Stahl, legierten Stahl, Edelstahl, Aluminiumlegierungen oder andere spezifizierte Werkstoffe von zuverlässigen Herstellern verwenden.
Wichtige Präventionsmaßnahmen umfassen:
- Einholung von Materialzertifikaten
- Überprüfung der Knüppelqualität vor der Produktion
- Anwendung einer ausreichenden Schmiedereduktion
- Optimierung der Umformpläne
- Vermeidung übermäßiger Temperaturgradienten
- Steuerung der Abkühlgeschwindigkeiten
- Einsatz von Ultraschallprüfungen zur Inneninspektion
- Aussortierung von Materialien mit inakzeptablen inneren Unregelmäßigkeiten
Die Ultraschallprüfung ist besonders wichtig für große gewalzte Ringe und Ringe, die in kritischen Anwendungen eingesetzt werden. Sie kann innere Risse, Hohlräume, Einschlüsse und Laminierungen erkennen, bevor das Produkt ausgeliefert wird.
3. Unrundheit
Unrundheit bedeutet, dass der gewalzte Ring keine gleichmäßige Kreisform aufweist. Der Ring kann leicht oval, wellig oder im Durchmesser ungleichmäßig werden.
Bei Bauteilen wie Lagern, Zahnrädern, Drehtischen, Flanschen und Dichtungsringen ist die Rundheit von entscheidender Bedeutung. Eine unzureichende Rundheit kann zu Vibrationen, ungleichmäßiger Lastverteilung, Montageproblemen und vorzeitigem Verschleiß führen.
Ursachen
Unrundheit kann folgende Ursachen haben:
- Falsche Einstellung der Ringwalzmaschine
- Ungleichmäßige Walzkraft
- Falsche Ausrichtung von Dorn oder Hauptwalze
- Uneinheitliche Materialtemperatur
- Zu hohe Walzgeschwindigkeit
- Werkzeugverschleiß
- Mangelhafte Bedienersteuerung
- Ungleichmäßige Abkühlung nach dem Walzen
- Falsche Handhabung oder Lagerung
Beim Walzen dehnt sich der Ring aus, während die Wandstärke abnimmt. Ist die Walzkraft nicht stabil oder der Dorn nicht richtig ausgerichtet, kann es zu ungleichmäßigen Verformungen kommen. Dadurch verliert der Ring seine kreisförmige Form.
Ringe mit großem Durchmesser sind schwieriger zu kontrollieren, da sie schwerer und empfindlicher gegenüber Temperaturunterschieden und Verformungen durch die Handhabung sind.
Präventionsmaßnahmen
Um Unrundheiten zu vermeiden, sollten Hersteller gut gewartete Ringwalzanlagen und eine genaue Prozesssteuerung einsetzen.
Empfohlene Maßnahmen umfassen:
- Regelmäßige Kalibrierung der Maschinen
- Korrekte Ausrichtung von Dorn und Walze
- Stabile Steuerung der Walzgeschwindigkeit
- Gleichmäßige Erwärmung vor dem Walzen
- Echtzeit-Durchmesserüberwachung
- Zwischenmessung der Abmessungen
- Kontrollierte Abkühlung nach dem Walzen
- Sachgemäße Abstützung bei Handhabung und Lagerung
Moderne CNC-Ringwalzmaschinen können die Rundheit erheblich verbessern, da sie eine präzisere Steuerung von Walzkraft, Geschwindigkeit und Ringausdehnung ermöglichen.
Nach dem Walzen sollte eine Maßprüfung durchgeführt werden, um Außendurchmesser, Innendurchmesser, Rundheit und Konzentrizität zu überprüfen.
4. Wanddickenabweichungen
Eine Wanddickenabweichung tritt auf, wenn die Ringwand nicht über den gesamten Umfang hinweg gleichmäßig ist. Ein Bereich kann dicker sein, während ein anderer Bereich dünner ist.
Dieser Fehler kann die mechanische Leistung, die Auswuchtung, die Bearbeitungszugabe und die Genauigkeit der Endmontage beeinträchtigen. Bei druckbeaufschlagten Anwendungen kann eine ungleichmäßige Wanddicke zudem zu Spannungskonzentrationen führen.
Ursachen
Häufige Ursachen sind:
- Falscher Walzplan
- Falsche Ausrichtung der Werkzeuge
- Ungleichmäßiger Materialfluss
- Instabile Walzgeschwindigkeit
- Schlechte Temperaturgleichmäßigkeit
- Vibrationen der Anlage
- Ungenaue Knüppelvorbereitung
- Bedienungsfehler
Wenn der Ausgangsrohling nicht richtig zentriert ist oder der Stanzvorgang ungenau ist, kann der Ring mit ungleichmäßiger Geometrie in das Walzverfahren gelangen.
Präventionsmaßnahmen
Hersteller können Schwankungen der Wandstärke durch eine verbesserte Rohlingvorbereitung und Walzkontrolle reduzieren.
Zu den wirksamen Maßnahmen gehören:
- Präzises Schneiden und Stauchen der Knüppel
- Korrektes Stanzen und Vorformen
- Korrekte Werkzeugkonstruktion
- Stabile Walzparameter
- Echtzeit-Überwachung der Wanddicke
- Häufige Maßkontrollen
- Schulung des Bedienpersonals
- Vorbeugende Wartung der Walzanlagen
Bei präzisionsgewalzten Ringen sollte eine ausreichende Bearbeitungszugabe vorgesehen werden. Hersteller sollten es jedoch vermeiden, sich bei der Korrektur größerer Umformfehler ausschließlich auf die Bearbeitung zu verlassen, da eine übermäßige Bearbeitung die Materialeffizienz verringern und die Vorteile der Kornorientierung beeinträchtigen kann.
5. Überlappungen und Falten

Überlappungen und Falten entstehen, wenn sich das Metall während der Verformung überlappt, aber nicht richtig verbindet. Diese Fehler können auf der Oberfläche des gewalzten Rings oder in dessen Nähe auftreten.
Sie sind schädlich, da sie Unregelmäßigkeiten im Materialinneren bilden. Unter Belastung können diese Bereiche zu Rissausgangsstellen werden.
Ursachen
Überlappungen und Falten stehen in der Regel im Zusammenhang mit einem schlechten Materialfluss während des Schmiedens oder Walzens.
Häufige Ursachen sind:
- Ungeeignete Form des Rohlings
- Falsche Vorformung
- Übermäßige Verformung
- Niedrige Umformtemperatur
- Mangelhafte Werkzeugkonstruktion
- Ungeeigneter Walzplan
- Ungleichmäßiger Metallfluss
- Oberflächenzunder oder Verunreinigungen
Wenn das Material an einer Stelle zu schnell fließt und an einer anderen Stelle behindert wird, kann sich das Metall umknicken. Sobald sich eine Falte gebildet hat, lässt sie sich in der Regel nicht durch nachträgliches Walzen oder Bearbeiten beheben, es sei denn, sie ist flach und kann vollständig entfernt werden.
Präventionsmaßnahmen
Um Überlappungen und Falten zu vermeiden, ist eine sorgfältige Steuerung des Metallflusses erforderlich.
Hersteller sollten:
- die Abmessungen von Knüppeln und Vorformlingen optimieren
- Die richtigen Schmiede- und Walztemperaturen einhalten
- geeignete Verformungsgeschwindigkeiten verwenden
- Eine übermäßige Reduktion in einem einzigen Durchgang vermeiden
- die Werkzeugkonstruktion verbessern
- Entfernen Sie Zunder vor der Umformung
- Überwachen Sie die Ringform während des Walzens
- Verwenden Sie Prozesssimulationen für komplexe Teile
Bei Ringen mit speziellen Querschnitten ist die Prozessgestaltung besonders wichtig. Simulationssoftware kann dabei helfen, den Materialfluss vorherzusagen und Bereiche zu identifizieren, in denen es zu Faltenbildung kommen kann.
6. Zunderfehler und Oberflächenverunreinigungen
Während des Erhitzens reagieren Stahl und viele Legierungen mit dem Sauerstoff in der Ofenatmosphäre und bilden an der Oberfläche eine Oxidschicht. Wird diese Zunder nicht ordnungsgemäß entfernt, kann er beim Schmieden oder Walzen in die Ringoberfläche eingedrückt werden.
Oberflächenverunreinigungen können die Oberflächenqualität beeinträchtigen, die Bearbeitung erschweren und Schwachstellen verursachen.
Ursachen
Zunderfehler und Verunreinigungen können folgende Ursachen haben:
- Übermäßige Erhitzungszeit
- Hohe Ofentemperatur
- Mangelhafte Steuerung der Ofenatmosphäre
- Verschmutzte Ofenumgebung
- Unzureichende Entzunderung
- Mangelhafte Materialhandhabung
- Öl, Schmutz oder Fremdkörper auf der Knüppeloberfläche
Zunder kann sich während der Umformung auf der Oberfläche festsetzen. In einigen Fällen entstehen nach der Entfernung Vertiefungen oder raue Stellen.
Präventionsmaßnahmen
Hersteller sollten die Erwärmungsbedingungen kontrollieren und die Produktionsumgebung sauber halten.
Nützliche Methoden sind:
- Reduzierung unnötiger Erwärmungszeiten
- Kontrolle der Ofenatmosphäre
- Regelmäßige Reinigung des Ofens
- Entkalkung vor dem Walzen
- Einsatz von Hochdruck-Wasserentzunderung, wo dies sinnvoll ist
- Knüppel vor dem Erhitzen sauber halten
- Kontakt mit Schmutz oder Fremdkörpern vermeiden
- Kugelstrahlen nach dem Walzen, falls erforderlich
Die Oberflächenreinigung vor der Prüfung ist ebenfalls wichtig. Fehler lassen sich leichter erkennen, wenn Zunder und Verunreinigungen entfernt wurden.
7. Einschlüsse
Nichtmetallische Partikel, die im Metall eingeschlossen sind, werden als Einschlüsse bezeichnet. Sie können aus Oxiden, Sulfiden, Schlacke oder anderen Fremdstoffen bestehen.
Obwohl kleine Einschlüsse innerhalb bestimmter Normen akzeptabel sein können, können große oder konzentrierte Einschlüsse die Zähigkeit, die Dauerfestigkeit und die Schlagzähigkeit verringern.
Ursachen
Einschlüsse entstehen in der Regel beim Stahlherstellungs- oder Schmelzprozess.
Mögliche Ursachen sind:
- Schlackeverunreinigungen
- Mangelhafter Veredelungsprozess
- Erosion der Feuerfestauskleidung
- Unzureichende Desoxidation
- Minderwertiges Rohmaterial
- Unsachgemäßer Gießprozess
- Verunreinigte Schmelzumgebung
Präventionsmaßnahmen
Hersteller und Käufer sollten Folgendes verlangen:
- Zuverlässige Materiallieferanten
- Zertifizierte Materialzertifikate
- Saubere Stahlherstellungsverfahren
- Eingangsprüfung des Materials
- Ultraschallprüfung
- Metallurgische Bewertung bei Bedarf
- Rückverfolgbarkeit vom Rohstoff bis zum Endprodukt
Für Anwendungen in der Luft- und Raumfahrt, der Energiewirtschaft und bei Druckgeräten sind die Anforderungen an die Materialreinheit in der Regel strenger. Käufer sollten die geltenden Normen und Prüfstufen in den Einkaufsunterlagen klar festlegen.
8. Verformung durch Wärmebehandlung
Härte, Festigkeit, Zähigkeit und Verschleißfestigkeit gehören zu den mechanischen Eigenschaften, die durch Wärmebehandlung verbessert werden. Normalisieren, Glühen, Abschrecken, Anlassen, Lösungsglühen und Auslagern sind gängige Wärmebehandlungsverfahren.
Wenn die Wärmebehandlung jedoch nicht korrekt gesteuert wird, können sich gewalzte Ringe verziehen.
Ursachen
Verformungen durch Wärmebehandlung können folgende Ursachen haben:
- Ungleichmäßiger Erwärmung
- Ungleichmäßige Abkühlung
- Falsche Beladung des Ofens
- Unzureichende Abstützung während des Erhitzens
- Schnelles Abschrecken
- Restspannungen durch Walzen
- Große Unterschiede in der Querschnittsdicke
- Uneinheitliche Mikrostruktur
Große Walzringe sind besonders anfällig, da Temperaturunterschiede zwischen der Oberfläche und dem Kern auftreten können. Diese Unterschiede erzeugen thermische Spannungen, die die Form des Rings verändern können.
Präventionsmaßnahmen
Um Verformungen durch Wärmebehandlung zu reduzieren, sollten Hersteller kontrollierte und gleichmäßige Wärmebehandlungsverfahren anwenden.
Wichtige Maßnahmen sind:
- Verwendung kalibrierter Öfen
- Sicherstellung einer gleichmäßigen Erwärmung
- Wahl einer angemessenen Haltezeit
- Ordnungsgemäße Abstützung der Ringe im Ofen
- Verwendung geeigneter Abschreckmedien
- Regelung der Abkühlgeschwindigkeit
- Bei Bedarf Spannungsarmglühen durchführen
- Prüfung der Abmessungen nach der Wärmebehandlung
Bei hochpräzisen Ringen kann vor der Wärmebehandlung eine Grobbearbeitung durchgeführt werden, gefolgt von einer Endbearbeitung nach der Wärmebehandlung. Dies hilft, Verformungen zu beseitigen und gleichzeitig genaue Endabmessungen zu erzielen.
9. Übermäßiges Kornwachstum
Die mechanischen Eigenschaften eines gewalzten Rings werden maßgeblich von seiner Kornstruktur beeinflusst. Feine und gleichmäßige Körner sorgen im Allgemeinen für eine bessere Festigkeit, Zähigkeit und Ermüdungsbeständigkeit.
Übermäßiges Kornwachstum schwächt das Material und kann die Schlagzähigkeit sowie die Betriebssicherheit beeinträchtigen.
Ursachen
Übermäßiges Kornwachstum wird häufig verursacht durch:
- Überhitzung beim Schmieden oder Walzen
- Übermäßige Haltezeit im Ofen
- Falsche Wärmebehandlungstemperatur
- Wiederholte Wiedererwärmungszyklen
- Mangelhafte Prozesssteuerung
- Falsche Materialauswahl
Wenn Metall zu lange bei hoher Temperatur gehalten wird, können die Körner größer werden. Sobald die Körner zu grob werden, erfüllt der Ring möglicherweise nicht mehr die erforderlichen mechanischen Eigenschaften.
Vorbeugungsmaßnahmen
Hersteller können übermäßiges Kornwachstum durch strenge Temperaturkontrolle verhindern.
Empfohlene Methoden sind:
- Festlegung korrekter Erwärmungstemperaturen
- Vermeidung unnötiger Nacherwärmung
- Kontrolle der Haltezeit
- Genaue Überwachung der Ofentemperatur
- Anwendung geeigneter Wärmebehandlungszyklen
- Durchführung einer Mikrostrukturprüfung
- Durchführung von mechanischen Eigenschaftsprüfungen
10. Eigenspannung
Als Restspannung bezeichnet man die innere Spannung, die nach der Herstellung in einem Ring verbleibt, auch wenn keine äußere Kraft wirkt.
Obwohl sie in der Regel nicht sichtbar ist, kann Restspannung zu Maßinstabilität, Rissbildung, Verformung während der Bearbeitung oder vorzeitigem Versagen im Betrieb führen.
Ursachen
Restspeicherungen können folgende Ursachen haben:
- Ungleichmäßige Verformung beim Walzen
- Schnelle Abkühlung nach dem Schmieden
- Temperaturgradienten bei der Wärmebehandlung
- Abschrecken
- Starker mechanischer Bearbeitung
- Ungleichmäßiger Materialabtrag
- Schweißreparatur, falls durchgeführt
- Unsachgemäßes Richten oder Korrigieren
Während der Bearbeitung können sich Restspannungen allmählich auflösen. Dies kann dazu führen, dass sich der Ring nach dem Materialabtrag verformt, was die Einhaltung enger Toleranzen erschwert.
Präventionsmaßnahmen
Restspannungen lassen sich durch eine geeignete Prozessgestaltung reduzieren.
Zu den wirksamen Methoden gehören:
- Kontrollierte Abkühlung nach dem Walzen
- Spannungsarmglühen
- Ausgewogene Bearbeitung von beiden Seiten
- Vermeidung übermäßiger Materialabtragung in einem Arbeitsgang
- Verwendung optimierter Schmiede- und Walzpläne
- Stabiler Temperaturausgleich
- Durchführung von Maßkontrollen während der Bearbeitung
Qualitätskontrolltechniken zur Erkennung von Fehlern an gewalzten Ringen
Selbst bei sorgfältig kontrollierter Produktion bleibt die Inspektion unerlässlich. Ein umfassendes Qualitätskontrollsystem trägt dazu bei, sicherzustellen, dass gewalzte Ringe vor der Auslieferung die Anforderungen an Maß, Mechanik und Struktur erfüllen.
Sichtprüfung
Sie dient zur Überprüfung auf offensichtliche Oberflächenprobleme wie Risse, Falten, Gruben, Kratzer, Zunderfehler und Oberflächenverunreinigungen.
Obwohl die Sichtprüfung grundlegend ist, ist sie dennoch wichtig, da viele Fehler zunächst an der Oberfläche auftreten.
Ultraschallprüfung
Die Ultraschallprüfung wird häufig zur Erkennung innerer Fehler eingesetzt. Sie kann innere Risse, Hohlräume, Einschlüsse, Schichtungen und andere Unregelmäßigkeiten identifizieren.
Bei großen gewalzten Ringen oder sicherheitskritischen Bauteilen ist vor dem Versand oft eine Ultraschallprüfung erforderlich.
Magnetpulverprüfung
Ferromagnetische Werkstoffe können mit Hilfe von Magnetpulver geprüft werden. Damit lassen sich Risse an der Oberfläche und in der oberflächennahen Schicht aufspüren.
Diese Methode wird üblicherweise nach dem Schmieden, der Wärmebehandlung oder der Grobbearbeitung angewendet.
Farbpenetrationsprüfung
Bei nicht porösen Werkstoffen kann die Farbeindringprüfung eingesetzt werden, um winzige Oberflächenfehler zu erkennen. Sie eignet sich für Edelstahl, Aluminiumlegierungen und andere nichtmagnetische Werkstoffe.
Maßprüfung
Die Maßprüfung bestätigt, dass der Ring den Anforderungen der Zeichnung entspricht.
Zu den typischen Prüfpunkten gehören:
- Außendurchmesser
- Innendurchmesser
- Wandstärke
- Höhe
- Rundheit
- Ebenheit
- Konzentrizität
- Rechtwinkligkeit
- Bearbeitungszugabe
Metallurgische Prüfung
Metallurgische Prüfungen dienen der Bewertung der Materialstruktur und der Materialeigenschaften.
Dazu können gehören:
- Korngrößenprüfung
- Härteprüfung
- Zugversuche
- Schlagprüfung
- Mikrostrukturanalyse
- Überprüfung der chemischen Zusammensetzung
Eine Kombination verschiedener Prüfverfahren bietet eine zuverlässigere Qualitätssicherung als die alleinige Verwendung einer einzigen Prüfung.