
Les anneaux laminés sont des composants porteurs essentiels utilisés dans les secteurs de l’aérospatiale, du pétrole et du gaz, de la production d’électricité, de l’exploitation minière, des roulements et des machines lourdes. Bien qu’ils offrent un bon alignement des grains, une résistance élevée et une bonne stabilité dimensionnelle, un contrôle insuffisant lors du chauffage, du laminage, du traitement thermique ou de l’inspection peut entraîner des défauts superficiels ou internes.
1. Fissures superficielles
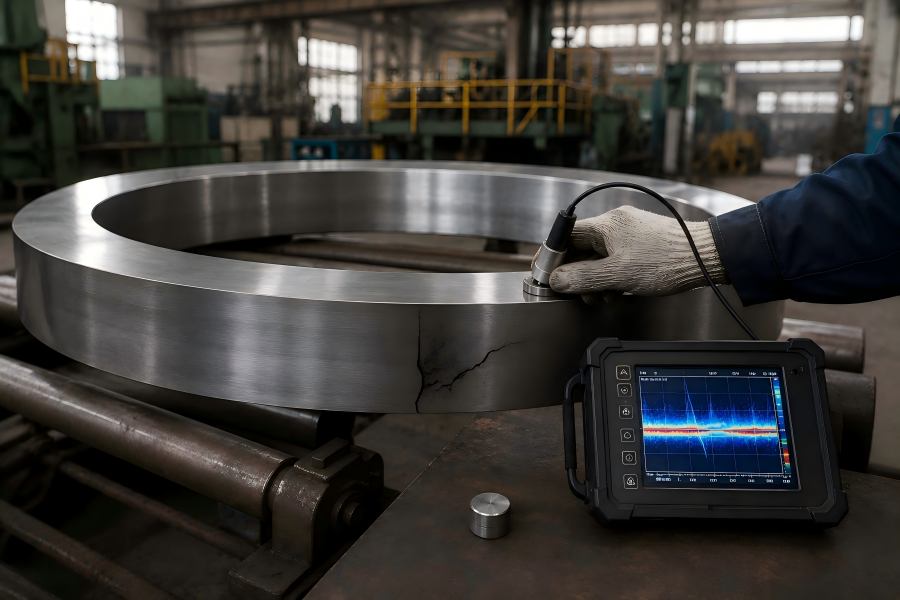
Les fissures superficielles constituent l’un des défauts les plus courants observés sur les anneaux laminés. Ces fissures peuvent se présenter sous la forme de fines lignes capillaires, de courtes discontinuités ou de fractures visibles plus profondes sur le diamètre extérieur, le diamètre intérieur ou la face latérale de l’anneau.
Les fissures superficielles sont dangereuses car elles peuvent s’étendre lors de l’usinage, du traitement thermique ou de l’utilisation. Dans les équipements rotatifs, les fissures peuvent se développer sous l’effet de charges cycliques et finir par provoquer une rupture par fatigue.
Causes
- Température de forgeage ou de laminage inappropriée
- Déformation excessive en un seul passage
- Mauvaise ductilité du matériau
- Refroidissement rapide après chauffage ou laminage
- Défauts de surface sur la billette d’origine
- Répartition inégale de la température
- Lubrification insuffisante pendant le laminage
- Manipulation incorrecte ou choc mécanique
Méthodes de prévention
D’autres mesures préventives comprennent :
- Inspecter les billettes avant la production
- Éliminer les défauts de surface avant le forgeage
- Utiliser des taux de réduction appropriés
- Éviter toute déformation excessive en un seul passage
- Contrôler la vitesse de refroidissement après le laminage
- Appliquer une lubrification adéquate
- Maintenir les surfaces des outils propres et lisses
- Effectuer une inspection visuelle après chaque étape clé
2. Fissures internes et vides
Les fissures et vides internes sont des défauts cachés à l’intérieur de la bague laminée. Ils sont plus difficiles à détecter que les défauts de surface et peuvent sérieusement affecter les performances mécaniques.
Ces défauts réduisent la surface effective de support de charge de la bague. Sous l’effet d’une charge, d’une pression ou de vibrations importantes, les fissures internes peuvent s’agrandir et se relier à d’autres défauts, entraînant une défaillance.
Causes
Les fissures internes et les vides peuvent résulter :
- Une mauvaise qualité de la billette ou du lingot
- Une consolidation incomplète pendant le forgeage
- Des gaz piégés ou des cavités de retrait
- Un taux de réduction insuffisant lors du forgeage
- Une déformation incorrecte lors du laminage
- Séparation importante dans la matière première
- Contraintes internes excessives
- Refroidissement inadéquat après laminage ou traitement thermique
Méthodes de prévention
La méthode de prévention la plus efficace consiste à utiliser des matières premières de haute qualité. Les fabricants doivent utiliser de l’acier certifié, de l’acier allié, de l’acier inoxydable, des alliages d’aluminium ou d’autres matériaux spécifiés provenant de fonderies fiables.
Les mesures de prévention importantes comprennent :
- Exiger des certificats de conformité des matériaux
- Vérifier la qualité des billettes avant la production
- Appliquer une réduction de forgeage suffisante
- Optimiser les programmes de déformation
- Éviter les gradients de température excessifs
- Contrôler les vitesses de refroidissement
- Recourir aux essais par ultrasons pour l’inspection interne
- Rejeter les matériaux présentant des discontinuités internes inacceptables
Les essais par ultrasons sont particulièrement importants pour les grands anneaux laminés et les anneaux utilisés dans des applications critiques. Ils permettent de détecter les fissures internes, les vides, les inclusions et les stratifications avant l’expédition du produit.
3. Faux-rond
Le défaut de circularité signifie que l’anneau laminé ne conserve pas une forme circulaire uniforme. L’anneau peut présenter un diamètre légèrement ovale, ondulé ou irrégulier.
Pour des composants tels que les roulements, les engrenages, les tables rotatives, les brides et les bagues d’étanchéité, la circularité est essentielle. Une circularité insuffisante peut entraîner des vibrations, une répartition inégale de la charge, des problèmes d’assemblage et une usure prématurée.
Causes
Le défaut de circularité peut être causé par :
- Un réglage incorrect de la machine à laminer les anneaux
- Une force de laminage inégale
- Un mauvais alignement du mandrin ou du rouleau principal
- Une température irrégulière du matériau
- Une vitesse de laminage excessive
- Usure de l’outillage
- Mauvais contrôle de l’opérateur
- Refroidissement inégal après le laminage
- Manipulation ou stockage incorrects
Lors du laminage d’un anneau, celui-ci se dilate à mesure que l’épaisseur de la paroi diminue. Si la force de laminage n’est pas stable ou si le mandrin n’est pas correctement aligné, la déformation peut devenir irrégulière. Cela entraîne une perte de la forme circulaire de l’anneau.
Les anneaux de grand diamètre sont plus difficiles à contrôler car ils sont plus lourds et plus sensibles aux différences de température et aux déformations dues à la manipulation.
Méthodes de prévention
Pour éviter le faux-rond, les fabricants doivent utiliser un équipement de laminage d’anneaux bien entretenu et mettre en place un contrôle précis du processus.
Les mesures recommandées comprennent :
- Un étalonnage régulier des machines
- Un alignement correct du mandrin et des rouleaux
- Un contrôle stable de la vitesse de laminage
- Un chauffage uniforme avant le laminage
- Surveillance du diamètre en temps réel
- Contrôle dimensionnel intermédiaire
- Refroidissement contrôlé après le laminage
- Soutien adéquat pendant la manutention et le stockage
Les laminoirs à anneaux CNC modernes peuvent améliorer considérablement la circularité, car ils permettent un contrôle plus précis de la force de laminage, de la vitesse et de l’expansion de l’anneau.
Après le laminage, un contrôle dimensionnel doit être effectué pour vérifier le diamètre extérieur, le diamètre intérieur, la circularité et la concentricité.
4. Variation de l’épaisseur de paroi
Une variation d’épaisseur de paroi se produit lorsque la paroi de l’anneau n’est pas uniforme sur toute la circonférence. Une zone peut être plus épaisse tandis qu’une autre est plus fine.
Ce défaut peut affecter les performances mécaniques, l’équilibrage, la surépaisseur d’usinage et la précision de l’assemblage final. Dans les applications sous pression, une épaisseur de paroi inégale peut également créer une concentration de contraintes.
Causes
Les causes courantes sont les suivantes :
- Programme de laminage incorrect
- Mauvais alignement de l’outillage
- Écoulement irrégulier du matériau
- Vitesse de laminage instable
- Mauvaise uniformité de la température
- Vibrations de l’équipement
- Préparation imprécise des billettes
- Erreur de l’opérateur
Si l’ébauche initiale n’est pas correctement centrée ou si l’opération de poinçonnage est imprécise, l’anneau peut entrer dans le laminoir avec une géométrie irrégulière.
Méthodes de prévention
Les fabricants peuvent réduire les variations d’épaisseur de paroi en améliorant la préparation des ébauches et le contrôle du laminage.
Parmi les mesures efficaces, on peut citer :
- Une découpe et un refoulement précis des billettes
- Poinçonnage et préformage corrects
- Une conception correcte de l’outillage
- Des paramètres de laminage stables
- Surveillance en temps réel de l’épaisseur de paroi
- Contrôles dimensionnels fréquents
- Formation d’opérateurs qualifiés
- Maintenance préventive des équipements de laminage
Pour les anneaux laminés de précision, il convient de prévoir une marge d’usinage suffisante. Cependant, les fabricants doivent éviter de se fier uniquement à l’usinage pour corriger les erreurs de formage majeures, car un usinage excessif peut réduire l’efficacité du matériau et nuire aux avantages liés à l’orientation des grains.
5. Recouvrements et plis

Les chevauchements et les plis se produisent lorsque le métal se chevauche pendant la déformation mais ne se soude pas correctement. Ces défauts peuvent apparaître à la surface de l’anneau laminé ou à proximité de celle-ci.
Ils sont néfastes car ils forment des discontinuités à l’intérieur du matériau. Sous contrainte, ces zones peuvent devenir des points d’amorçage de fissures.
Causes
Les chevauchements et les plis sont généralement liés à un mauvais écoulement du matériau pendant le forgeage ou le laminage.
Les causes courantes comprennent :
- Une forme de billette inadéquate
- Opération de préformage incorrecte
- Une déformation excessive
- Température de formage insuffisante
- Conception inadéquate de l’outillage
- Programme de laminage inadapté
- Écoulement irrégulier du métal
- Calamine ou contamination de surface
Si le matériau s’écoule trop rapidement dans une zone et est retenu dans une autre, le métal peut se plier sur lui-même. Une fois qu’un pli s’est formé, il ne peut généralement pas être réparé par un laminage ou un usinage ultérieur, à moins qu’il ne soit peu profond et qu’il soit complètement éliminé.
Méthodes de prévention
Pour éviter les chevauchements et les plis, il faut contrôler soigneusement l’écoulement du métal.
Les fabricants doivent :
- Optimiser les dimensions des billettes et des préformes
- Maintenir des températures de forgeage et de laminage correctes
- Utiliser des vitesses de déformation appropriées
- Éviter une réduction excessive en un seul passage
- Améliorer la conception des outils
- Éliminer la calamine avant le formage
- Surveiller la forme de l’anneau pendant le laminage
- Utiliser la simulation de processus pour les pièces complexes
Pour les anneaux présentant des sections transversales spéciales, la conception du processus revêt une importance particulière. Un logiciel de simulation peut aider à prédire l’écoulement du matériau et à identifier les zones où un plissement peut se produire.
6. Défauts de calamine et contamination de surface
Lors du chauffage, l’acier et de nombreux alliages réagissent avec l’oxygène présent dans l’atmosphère du four, formant une calamine d’oxyde à la surface. Si la calamine n’est pas éliminée correctement, elle peut être enfoncée dans la surface de l’anneau lors du forgeage ou du laminage.
La contamination de surface peut réduire la qualité de la surface, augmenter la difficulté d’usinage et créer des points faibles.
Causes
Les défauts de calamine et la contamination peuvent être causés par :
- Un temps de chauffage excessif
- Une température élevée du four
- Un mauvais contrôle de l’atmosphère du four
- Un environnement de four encrassé
- Un décalaminage inadéquat
- Mauvaise manipulation des matériaux
- Présence d’huile, de saleté ou de particules étrangères à la surface de la billette
La calamine peut se loger à la surface pendant la déformation. Dans certains cas, elle crée des piqûres ou des zones rugueuses après son élimination.
Méthodes de prévention
Les fabricants doivent contrôler les conditions de chauffage et maintenir la propreté de l’environnement de production.
Parmi les méthodes utiles, on peut citer :
- Réduire le temps de chauffage inutile
- Contrôler l’atmosphère du four
- Nettoyage régulier du four
- Le détartrage avant le laminage
- Recourir au détartrage à l’eau sous haute pression lorsque cela est approprié
- Maintenir les billettes propres avant le chauffage
- Éviter tout contact avec la saleté ou des corps étrangers
- Grenaillage après laminage si nécessaire
Le nettoyage de la surface avant l’inspection est également important. Les défauts sont plus faciles à détecter lorsque la calamine et les contaminants ont été éliminés.
7. Inclusions
Les particules non métalliques piégées à l’intérieur du métal sont appelées inclusions. Elles peuvent être constituées d’oxydes, de sulfures, de scories ou d’autres matières étrangères.
Bien que de petites inclusions puissent être acceptables selon certaines normes, des inclusions de grande taille ou concentrées peuvent réduire la ténacité, la résistance à la fatigue et la résistance aux chocs.
Causes
Les inclusions proviennent généralement du processus de fabrication de l’acier ou de la fusion.
Les causes possibles sont les suivantes :
- Contamination par des scories
- Un processus d’affinage déficient
- Érosion des réfractaires
- Désoxydation insuffisante
- Matières premières de mauvaise qualité
- Procédé de coulée inadéquat
- Environnement de fusion contaminé
Méthodes de prévention
Les fabricants et les acheteurs doivent exiger :
- Des fournisseurs de matériaux fiables
- Des rapports certifiés sur les matériaux
- Des méthodes de production d’acier propres
- Une inspection des matériaux à leur réception
- Des contrôles par ultrasons
- Évaluation métallurgique si nécessaire
- Traçabilité de la matière première au produit fini
Pour les applications dans les secteurs de l’aérospatiale, de l’énergie et des équipements sous pression, les exigences en matière de propreté des matériaux sont généralement plus strictes. Les acheteurs doivent clairement spécifier les normes applicables et les niveaux d’inspection dans les documents d’achat.
8. Déformation due au traitement thermique
La dureté, la résistance, la ténacité et la résistance à l’usure font partie des propriétés mécaniques améliorées par le traitement thermique. La normalisation, le recuit, la trempe, le revenu, le traitement de mise en solution et le vieillissement sont des procédés de traitement thermique courants.
Cependant, si le traitement thermique n’est pas correctement contrôlé, les anneaux laminés peuvent se déformer.
Causes
La déformation due au traitement thermique peut résulter de :
- Un chauffage inégal
- D’un refroidissement inégal
- Un chargement incorrect du four
- Un soutien inadéquat pendant le chauffage
- D’une trempe rapide
- Contrainte résiduelle due au laminage
- Grandes différences d’épaisseur de section
- Microstructure non uniforme
Les anneaux laminés de grande taille sont particulièrement vulnérables car des différences de température peuvent se produire entre la surface et le cœur. Ces différences génèrent des contraintes thermiques susceptibles de modifier la forme de l’anneau.
Méthodes de prévention
Pour réduire la déformation due au traitement thermique, les fabricants doivent utiliser des procédures de traitement thermique contrôlées et uniformes.
Les mesures importantes comprennent :
- Utilisation de fours étalonnés
- Assurer un chauffage uniforme
- Choisir un temps de maintien approprié
- Le bon calage des bagues dans le four
- Utiliser des agents de trempe adaptés
- Contrôler la vitesse de refroidissement
- Effectuer un détensionnement si nécessaire
- Contrôle des dimensions après le traitement thermique
Pour les anneaux de haute précision, un usinage grossier peut être effectué avant le traitement thermique, suivi d’un usinage de finition après le traitement thermique. Cela permet d’éliminer la déformation tout en obtenant des dimensions finales précises.
9. Croissance excessive des grains
Les performances mécaniques d’un anneau laminé sont fortement influencées par sa structure granulaire. Des grains fins et uniformes offrent généralement une meilleure résistance mécanique, une meilleure ténacité et une meilleure résistance à la fatigue.
Une croissance excessive des grains affaiblit le matériau et peut réduire la ténacité aux chocs et la fiabilité en service.
Causes
Une croissance excessive des grains est souvent causée par :
- Une surchauffe pendant le forgeage ou le laminage
- Un temps de maintien excessif dans le four
- Une température de traitement thermique inappropriée
- Des cycles de réchauffage répétés
- Un contrôle insuffisant du processus
- Mauvais choix de matériau
Lorsque le métal est maintenu à haute température pendant trop longtemps, les grains peuvent grossir. Une fois que les grains deviennent trop grossiers, l’anneau peut ne plus répondre aux propriétés mécaniques requises.
Méthodes de prévention
Les fabricants peuvent prévenir une croissance excessive des grains grâce à un contrôle thermique rigoureux.
Les méthodes recommandées comprennent :
- Régler les températures de chauffage correctes
- Éviter tout réchauffage inutile
- Contrôler le temps de maintien
- Surveiller avec précision la température du four
- Utiliser des cycles de traitement thermique appropriés
- Effectuer une inspection de la microstructure
- Réaliser des essais de propriétés mécaniques
10. Contrainte résiduelle
La tension interne qui persiste dans un anneau après sa fabrication, même en l’absence de force externe, est appelée contrainte résiduelle.
Bien qu’elle soit généralement invisible, la contrainte résiduelle peut entraîner une instabilité dimensionnelle, des fissures, une déformation lors de l’usinage ou une défaillance prématurée en service.
Causes
Les contraintes résiduelles peuvent être causées par :
- Une déformation inégale lors du laminage
- Un refroidissement rapide après le forgeage
- Des gradients de température lors du traitement thermique
- La trempe
- Un usinage intensif
- Enlèvement de matière irrégulier
- Réparation par soudage, le cas échéant
- Redressage ou correction inappropriés
Pendant l’usinage, les contraintes résiduelles peuvent se dissiper progressivement. Cela peut entraîner une déformation de la bague après l’enlèvement de matière, rendant difficile le respect de tolérances serrées.
Méthodes de prévention
Les contraintes résiduelles peuvent être réduites grâce à une conception adéquate du processus.
Parmi les méthodes utiles, on peut citer :
- Refroidissement contrôlé après laminage
- Traitement thermique de détente
- Usinage équilibré des deux côtés
- Éviter un enlèvement excessif de matière en une seule étape
- Utilisation de programmes de forgeage et de laminage optimisés
- Permettre une égalisation stable de la température
- Effectuer des contrôles dimensionnels pendant l’usinage
Techniques de contrôle qualité pour la détection des défauts des anneaux laminés
Même lorsque la production est soigneusement contrôlée, l’inspection reste essentielle. Un système complet de contrôle qualité permet de s’assurer que les anneaux laminés répondent aux exigences dimensionnelles, mécaniques et structurelles avant leur livraison.
Inspection visuelle
Elle sert à vérifier les problèmes de surface évidents tels que les fissures, les plis, les piqûres, les rayures, les défauts de calamine et la contamination de surface.
Bien que l’inspection visuelle soit basique, elle reste importante car de nombreux défauts apparaissent d’abord en surface.
Contrôle par ultrasons
Le contrôle par ultrasons est largement utilisé pour détecter les défauts internes. Il permet d’identifier les fissures internes, les vides, les inclusions, les stratifications et d’autres discontinuités.
Pour les grands anneaux laminés ou les composants critiques pour la sécurité, un contrôle par ultrasons est souvent requis avant l’expédition.
Contrôle par particules magnétiques
Les matériaux ferromagnétiques peuvent être contrôlés à l’aide de particules magnétiques. Ce procédé permet de détecter les fissures superficielles et proches de la surface.
Cette méthode est couramment appliquée après le forgeage, le traitement thermique ou l’usinage grossier.
Contrôle par ressuage
Sur les matériaux non poreux, le contrôle par ressuage peut être utilisé pour détecter des défauts superficiels infimes. Il peut être utilisé sur l’acier inoxydable, les alliages d’aluminium et d’autres matériaux non magnétiques.
Contrôle dimensionnel
L’inspection dimensionnelle permet de vérifier que la bague est conforme aux exigences du plan.
Les éléments généralement contrôlés sont les suivants :
- Diamètre extérieur
- Diamètre intérieur
- Épaisseur de paroi
- Hauteur
- Circularité
- Planéité
- Concentricité
- Perpendicularité
- Surépaisseur d’usinage
Essais métallurgiques
Les essais métallurgiques permettent d’évaluer la structure et les propriétés des matériaux.
Ils peuvent inclure :
- L’inspection de la taille des grains
- Essais de dureté
- Essais de traction
- Essais de résistance aux chocs
- L’analyse de la microstructure
- Vérification de la composition chimique
La combinaison de plusieurs méthodes d’inspection offre une assurance qualité plus solide que le recours à un seul essai.