A fundição de metais é a espinha dorsal invisível da manufatura moderna. Dos virabrequins de caminhões às pás de turbinas, quase todos os setores dependem de componentes de metal fundido. No entanto, os defeitos de fundição continuam sendo um desafio persistente e dispendioso. Pequenas imperfeições introduzidas durante o vazamento ou a solidificação podem comprometer a integridade do produto, gerar perdas por sucata e reduzir a lucratividade.
Entendendo os defeitos de fundição
Fundição Defeitos são irregularidades não intencionais que comprometem a precisão dimensional, o acabamento superficial ou as propriedades mecânicas. Podem se manifestar como manchas na superfície, vazios internos ou anomalias na composição. Essas falhas podem resultar de erros no projeto, fusão, vazamento, preparação do molde ou resfriamento.
Tabela 1. Categorias comuns de defeitos de fundição
| Categoria | Defeitos típicos | Indicadores visuais | Principais causas |
| Dimensional | Desajuste, distorção | Linha de separação desalinhada | Deslocamento do núcleo, alinhamento inadequado |
| Superfície | Bolha, queimadura, crosta | Superfícies ásperas e irregulares | Alta temperatura, revestimento de má qualidade |
| Interno | Porosidade, cavidade de retração | Vazios ocultos detectados por raio-X | aprisionamento de gás, contração de solidificação |
| Inclusões | Escória, óxido, borra | Manchas escuras, baixa resistência | Deslizamento inadequado, turbulência |
| Metalúrgico | Lágrima quente, segregação | Rachaduras após o resfriamento | Controle inadequado da liga, resfriamento irregular |
Cada tipo de defeito exige uma estratégia de prevenção específica, baseada em um profundo conhecimento de dinâmica de fluidos, termodinâmica e ciência dos materiais.
Fontes de defeitos na fundição de metais
Os defeitos geralmente têm origem em uma combinação de fatores mecânicos, térmicos e humanos. Abaixo estão as cinco origens mais comuns e seus mecanismos:
Problemas de qualidade de fusão
Metal fundido de baixa qualidade pode introduzir porosidade gasosa e inclusões. O excesso de hidrogênio no alumínio ou de oxigênio no aço cria bolhas aprisionadas. A remoção inadequada da escória e a aplicação insuficiente de fluxo degradam ainda mais a limpeza da fusão.
Erros de moldagem e de núcleo
Moldes defeituosos — causados por areia de má qualidade, proporção incorreta de aglomerante ou modelos danificados — resultam em imprecisões dimensionais ou irregularidades na superfície. A pressão de compactação desigual também pode distorcer a geometria da cavidade.
Condições de vazamento
Se o metal for despejado muito lentamente, podem ocorrer falhas de vazamento ou rupturas. Se for despejado muito rapidamente, a turbulência causa a formação de películas de óxido ou o aprisionamento de escória. A temperatura de vazamento e o ângulo de inclinação da panela devem ser cuidadosamente otimizados.
Solidificação e Resfriamento
O resfriamento desigual leva a tensões internas, cavidades de contração ou fissuras a quente. Os gradientes térmicos devem ser controlados por meio de canais de alimentação, resfriadores e princípios de solidificação direcional.
Deficiências de projeto
Projetos inadequados de válvulas de controle e risers — muitas vezes negligenciados — podem gerar turbulência, aspiração de ar ou alimentação incompleta. Ferramentas avançadas de simulação são essenciais para prever esses comportamentos de fluxo e térmicos.
Preparação da Fusão e Controle de Qualidade
Fundidos de alta qualidade começam com fusões de alta qualidade. Controlar a composição química e a limpeza do metal fundido é a primeira linha de defesa contra muitos defeitos.
Controle de liga
Manter a composição da liga dentro das especificações garante um desempenho mecânico previsível. Mesmo pequenas variações nos níveis de carbono ou silício podem alterar a microestrutura e o comportamento de solidificação.
Desgaseificação e Filtração
Para ligas de alumínio e magnésio, a desgaseificação rotativa com gás inerte (argônio ou nitrogênio) remove o hidrogênio. Filtros de espuma cerâmica retêm inclusões não metálicas antes que o metal entre no molde.
Figura 1. Esquema do sistema de desgaseificação e filtragem
[Forno] → [Concha] → [Desgaseificador Rotativo] → [Filtro Cerâmico] → [Molde]
Gestão de Escória e Resíduos
A remoção regular da camada superficial impede a reintrodução de óxidos. Os fluxos formam camadas protetoras que minimizam a oxidação e melhoram a molhabilidade entre o metal e as superfícies do molde.
Monitoramento de temperatura
Termopares e pirômetros de imersão garantem a temperatura precisa de vazamento. O superaquecimento leva à erosão dos refratários; o subaquecimento acarreta o risco de preenchimento incompleto.
Preparação do molde e do núcleo
O molde é o parceiro silencioso na prevenção de defeitos. Sua composição, permeabilidade e resistência determinam diretamente a qualidade da superfície e a fidelidade dimensional.
Qualidade da areia
Em moldes de areia, a distribuição do tamanho dos grãos afeta a permeabilidade e a capacidade de colapso. Uma areia bem granulométrica permite a saída de gases sem comprometer a resistência.
Relação ligante-cura
O excesso de aglomerante causa a formação de gases e bolhas; a falta dele resulta em moldes frágeis que se desgastam facilmente. As fundições modernas utilizam misturadores de areia automatizados e sensores espectroscópicos para controlar a dosagem do aglomerante.
Projeto e ventilação do núcleo
Os núcleos devem incluir aberturas de ventilação adequadas para permitir a saída dos gases. A ventilação inadequada causa defeitos internos de gás, especialmente em cavidades complexas.
Revestimentos e camadas refratárias
Os revestimentos formam uma barreira entre o metal e a areia, melhorando o acabamento da superfície. Devem ser aplicados uniformemente e completamente secos; a umidade é uma das principais causas de explosões e danos por vapor.
Projeto de Portões e Plataformas
Talvez o fator mais decisivo na prevenção de defeitos de fundição esteja no projeto do sistema de alimentação e canais de injeção. O objetivo é um fluxo laminar do metal e uma compensação eficaz da contração.
Princípios do Sistema de Controle de Acesso
Um sistema de alimentação consiste na bacia de vazamento, canal de alimentação, canal de distribuição e comportas. Seu projeto deve minimizar a turbulência e a aspiração de ar.
Figura 2. Layout típico de um sistema de controle de acesso
[Bacia de Despejo]
↓
[Sprue]
↓
[Corredor] → [Portão] → [Cavidade]
Os principais parâmetros incluem:
- Altura e conicidade do canal de alimentação para evitar aspiração.
- Relação entre o número de corredores e o número de comportas para manter um fluxo uniforme.
- Raios de arredondamento para suavizar mudanças de direção
Projeto de elevador e alimentação
Os canais de alimentação fornecem metal fundido para compensar a contração durante a solidificação. O método do módulo e a simulação por software garantem que o canal de alimentação solidifique por último.
Tabela 2. Regras práticas para o projeto de risers
| Tipo de liga | Retração % | Proporção típica de volume do riser | Auxílio para alimentação |
| Ferro cinzento | 1 | 1,0–1,2 × volume de fundição | Nenhum |
| Aço | 2–3 | 2,5–3,0 × volume de fundição | Manga exotérmica |
| Alumínio | 3–6 | 3,0–4,0 × volume de fundição | Manga isolante |
| Bronze | 3–5 | 2,5–3,5 vezes o volume de fundição | Elevador de topo quente |
A solidificação direcional deve progredir de seções finas para espessas, evitando pontos quentes isolados.
Otimização do processo de vazamento
Temperatura e velocidade de despejo
A temperatura controla a fluidez; a velocidade controla a turbulência. O alumínio normalmente é fundido a 680–720 °C, e o ferro fundido cinzento em torno de 1380–1450 °C. As máquinas de vazamento automatizadas agora mantêm a temperatura dentro de uma faixa de ±5 °C e a taxa de vazamento dentro de ±3%.
Projeto e inclinação da panela de fundição
As conchas de vazamento pelo fundo reduzem a turbulência e a oxidação. Uma inclinação suave e controlada minimiza a formação de vórtices.
Controle ambiental
Umidade e poeira podem causar a absorção de umidade pelo mofo ou contaminação por inclusões. Estações de moldagem fechadas com cortinas de ar laminar mitigam esses riscos.
Treinamento de Operadores
Mesmo com a automação, a supervisão humana é fundamental. O processo de vazamento deve ser contínuo e ininterrupto. Operadores experientes reconhecem mudanças sutis de cor ou viscosidade que os sensores podem não detectar.
Controle de solidificação e resfriamento
Solidificação Direcional
O resfriamento controlado garante o preenchimento das cavidades de contração. Resfriadores (inserções metálicas) aceleram o resfriamento em seções espessas, enquanto mangas isolantes retardam o resfriamento em seções finas.
Figura 3. Princípio da Solidificação Controlada
[Resfriamento] → Resfriamento rápido → Zona sólida inicial
[Riser] → Resfriamento lento → Líquido até o fim
Prevenção de encolhimento
Os canais de alimentação devem permanecer abertos até que a solidificação seja concluída. O congelamento prematuro nos pontos de injeção isola o metal líquido e aprisiona vazios.
Redução do estresse e das lágrimas quentes
O resfriamento uniforme reduz as tensões residuais. Revestimentos de moldes, núcleos flexíveis e posicionamento adequado da linha de partição minimizam a restrição.
Cronograma de desmoldagem
A desmoldagem prematura pode deformar peças fundidas quentes; a desmoldagem tardia pode causar oxidação. A desmoldagem ideal ocorre quando o metal atinge 400–600 °C, dependendo do tipo de liga.
Defeitos de gás e seu controle
Defeitos de gás — bolhas, furos e porosidade — estão entre os problemas de fundição mais comuns.
Fontes de gás
- Gases dissolvidos:Hidrogênio no alumínio, nitrogênio no aço.
- Gases de mofo:Proveniente de aglutinantes, óleos ou umidade.
- Ar aprisionado:Devido à turbulência ou ao controle inadequado dos portões de embarque.
Ações preventivas
- Utilize materiais de carga pré-aquecidos.
- Utilize pastilhas de desgaseificação ou desgaseificação rotativa.
- Asse as formas e os núcleos para remover a umidade.
- Manter o fluxo laminar no projeto de comportas.
Tabela 3. Sintomas e soluções para defeitos de gás
| Sintoma | Causa provável | Ação Preventiva |
| Poços de superfície circulares | Gás hidrogênio | Melhorar a desgaseificação |
| Cavidades irregulares | Gás aglutinante | Asse os núcleos por mais tempo. |
| Agrupamento de orifícios | Aspiração de ar | Redesenho do sistema de portões |
| Orifícios de ventilação perto do tubo ascendente | Liberação tardia de gás | Aumente a ventilação, reduza a taxa de despejo. |
Defeitos de inclusão e escória
As inclusões atuam como iniciadoras de trincas e reduzem a vida útil à fadiga. Sua prevenção requer uma combinação de limpeza do processo e controle do fluxo.
Inclusões em ligas ferrosas
Óxidos e escória resultam de altos níveis de oxigênio ou turbulência. Desoxidantes como alumínio ou silício formam compostos estáveis que flutuam.
Escória em ligas não ferrosas
A escória se forma quando o metal reage com o ar durante a soldagem. Os fundentes reduzem a oxidação e ajudam a coalescer as gotículas de metal presas na escória.
Filtração e Controle de Fluxo
Filtros de espuma cerâmica (10–30 ppi) são eficazes na retenção de inclusões. A simulação de fluxo garante que o posicionamento minimize a perda de carga.
Prevenção de encolhimento e porosidade
Entendendo os Mecanismos de Encolhimento
À medida que o metal fundido se solidifica, sua densidade aumenta, deixando vazios se não for alimentado adequadamente. Existem dois tipos:
- Microencolhimento:Cavidades microscópicas dispersas.
- Macroencolhimento:Grandes cavidades visíveis em radiografias.
Auxílios para alimentação
- Tubos ascendentes exotérmicos mantêm a temperatura de alimentação.
- As capas isolantes retardam a perda de calor.
- O resfriamento promove a solidificação direcional.
Simulação de Processos
Os softwares modernos de simulação de fundição preveem a contração e a porosidade antes da produção. O ajuste do tamanho do alimentador, da localização do ponto de injeção e das taxas de resfriamento reduz a probabilidade de defeitos em até 90%.
Lágrimas e rachaduras quentes
Defeitos por tensão térmica, como trincas a quente, ocorrem quando o metal se contrai, mas é restringido pelo molde ou por regiões solidificadas adjacentes.
Causas
- Taxas de resfriamento desiguais.
- Cantos vivos ou transições de espessura variável.
- Ductilidade inadequada da liga durante a solidificação.
Soluções de design
- Use filetes generosos nas junções.
- Aplique gelo para equilibrar o resfriamento.
- Use núcleos flexíveis ou areia compacta.
Modificação de liga
A adição de refinadores de grãos, como titânio-boro (no alumínio) ou inoculantes (no ferro fundido), refina a estrutura e melhora a ductilidade durante a solidificação.
Defeitos de superfície e acabamento
Queimadura e formação de crostas
Esses defeitos surgem da penetração de metal na areia. As soluções incluem revestimentos refratários, superfícies de molde mais duras e temperaturas de vazamento mais baixas.
Defeitos de erosão e lavagem
Fluxos turbulentos ou canais de alimentação inadequados podem erodir as paredes do molde. Canais mais suaves e filtros de cerâmica reduzem a velocidade de impacto.
Desligamentos a frio e falhas de funcionamento
Causado por temperatura insuficiente ou vazamento lento. Aumentar o superaquecimento e melhorar o equilíbrio do fluxo de alimentação garante o enchimento completo.
Limpeza e Acabamento
A jateamento abrasivo, o lixamento e a decapagem removem areia e óxidos residuais. Os sistemas de jateamento automatizados proporcionam uma textura de superfície uniforme.
Monitoramento avançado e controle de processos
A digitalização e as tecnologias da Indústria 4.0 estão revolucionando a prevenção de defeitos.
Integração de sensores
Termopares, sensores de vibração e pirômetros ópticos fornecem dados em tempo real para os sistemas de controle. Gradientes de temperatura anormais acionam alarmes antes que defeitos se formem.
Análise de Dados
Os algoritmos de aprendizado de máquina detectam correlações sutis entre variáveis de processo e a ocorrência de defeitos, permitindo intervenções preditivas.
Figura 4. Sistema de prevenção de defeitos em circuito fechado
Sensores → Registrador de Dados → Modelo de IA → Feedback de Controle → Ajuste de Processo
Inspeção por raios X e ultrassom
A avaliação não destrutiva (END) identifica vazios ou inclusões ocultas. O reconhecimento de imagem baseado em IA agora acelera a classificação de defeitos.
Gêmeos Digitais
Um gêmeo digital espelha a linha de fundição física, simulando o comportamento em tempo real sob diferentes condições. Isso permite a realização de experimentos virtuais para evitar defeitos dispendiosos.
Otimização de Processos e Melhoria ContínuaControle Estatístico de Processos (CEP)
Os gráficos de controle de temperatura, composição e compactabilidade da areia detectam tendências antes que elas produzam defeitos. Os limites de desvio padrão mantêm a consistência.
Análise da Causa Raiz
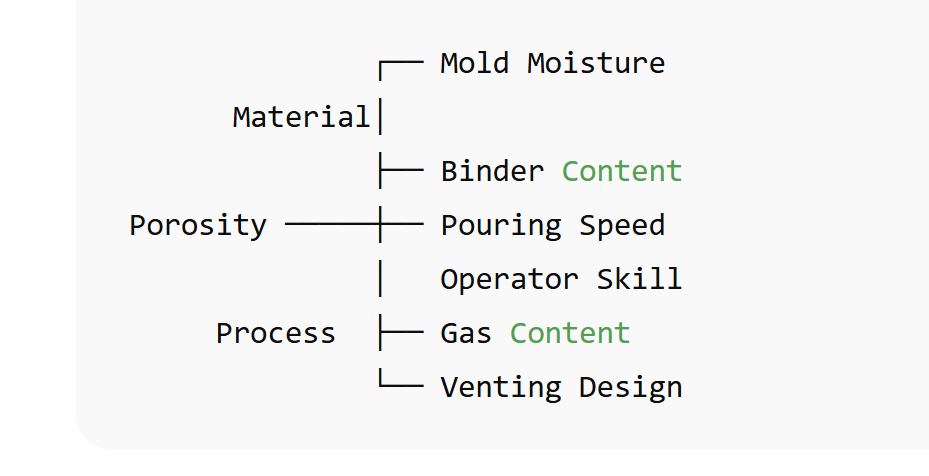
Quando ocorrem defeitos, métodos estruturados como os “5 Porquês” ou diagramas de Ishikawa identificam as causas subjacentes, e não apenas os sintomas.
Figura 5. Exemplo de diagrama de Ishikawa para porosidade.
Abordagens Kaizen e Lean
Auditorias regulares de processo e pequenas mudanças incrementais sustentam a redução de defeitos. Equipes multifuncionais compartilham informações entre os departamentos de fusão, moldagem e acabamento.
Fatores Humanos e Treinamento
Nenhuma tecnologia pode substituir uma mão de obra qualificada. Muitos defeitos de fundição são decorrentes de falhas no treinamento ou na comunicação.
Procedimentos Operacionais Padrão
As instruções escritas devem especificar valores precisos — temperaturas, tempos, pressões — evitando linguagem ambígua como “moderado” ou “suficiente”.
Recursos visuais
Cartazes, vídeos e fluxogramas com código de cores ajudam os trabalhadores a reconhecer as condições corretas e incorretas do mofo.
Desenvolvimento de Habilidades
Os programas de certificação em tecnologia de fundição reforçam a compreensão do fluxo de fluidos, da metalurgia e da segurança, reduzindo diretamente as taxas de defeitos.
Cultura da Qualidade
Recompensar as equipes por lotes sem defeitos promove o senso de responsabilidade. Reuniões regulares de qualidade garantem o alinhamento entre engenharia e produção.
Estudo de caso: Fundição de alumínio para a indústria automotiva
Uma fundição automotiva que produzia cabeçotes de cilindro enfrentava uma taxa de rejeição de 8% devido à porosidade. Após a implementação de um programa integrado de prevenção:
- Instalado sistema rotativo de desgaseificação com nitrogênio.
- Tubo ascendente redesenhado com manga exotérmica.
- Introduzimos filtros cerâmicos no controle de fluxo.
- Adicionados sensores térmicos em tempo real.
Resultados:
- A porosidade foi reduzida de 8% para 0,8%.
- A produtividade melhorou em 12%.
- Os custos de usinagem de sucata diminuíram 30%.
Isso ilustra como a prevenção sistemática de defeitos transforma tanto a qualidade quanto a lucratividade.
Benefícios Ambientais e de Sustentabilidade
A prevenção de defeitos não se resume apenas à qualidade, mas também à sustentabilidade. Cada peça fundida rejeitada representa desperdício de metal, areia e energia.
Economia de energia
Reduzir o desperdício em 5% pode diminuir o consumo de energia do forno em até 15%, já que são necessárias menos fundições.
Redução de Resíduos
A reutilização da areia e a minimização do descarte de escória contribuem para os objetivos da economia circular.
Controle de Emissões
Práticas de fusão mais limpas e redução do retrabalho diminuem as emissões de CO₂ e melhoram a saúde dos trabalhadores.
Resumo das medidas preventivas
Tabela 4. Lista de verificação abrangente para prevenção de defeitos
| Etapa do processo | Principais ações preventivas |
| Fusão | Controle da composição química da liga, desgaseificação, filtragem, remoção de escória |
| Moldagem | Utilize areia de alta qualidade, a proporção correta de aglomerante e assegure a ventilação. |
| Despejando | Manter a temperatura e a velocidade, minimizar a turbulência. |
| Solidificação | Projetar para resfriamento direcional, usar chillers e risers. |
| Acabamento | Inspecione visualmente e com END (Ensaios Não Destrutivos), realize limpeza consistente. |
| Controle de qualidade | Aplicar CEP (Controle Estatístico de Processo), análises de IA (Inteligência Artificial) e ciclos de feedback. |
A prevenção de defeitos não é alcançada por meio de correções isoladas, mas sim por meio de um controle integrado em toda a cadeia de valor.
Tendências futuras na prevenção de defeitos
Moldagem Assistida por Aditivos
Os moldes de areia impressos em 3D permitem geometrias de injeção precisas que minimizam a turbulência e reduzem as linhas de junção no núcleo.
Análise preditiva em tempo real
Modelos de IA treinados em milhares de ciclos de produção preveem probabilidades de defeitos antes do início da fundição.
Materiais inteligentes
Os refratários autorreparadores e os revestimentos avançados resistem à erosão e ao choque térmico, prolongando a vida útil do molde.
Design orientado para a sustentabilidade
Ligas leves e geometria otimizada do riser reduzem o uso de material, mantendo a resistência.
Impacto econômico
A vantagem financeira da prevenção de defeitos é enorme. Para uma fundição de médio porte que produz 10.000 toneladas anualmente:
- Cada redução de 1% no desperdício gera uma economia de aproximadamente US$ 250.000 por ano.
- Menos defeitos reduzem os custos de retrabalho e inspeção.
- Maior confiabilidade fortalece a reputação do fornecedor e a confiança do cliente.
Tabela 5. Distribuição de custos antes e depois da prevenção de defeitos.
| Categoria de custo | Antes da prevenção de defeitos (%) | Após a prevenção de defeitos (%) | Tendência de mudança |
| Matéria-prima | 60% | 60% | — (inalterado) |
| Energia | 15% | 12% | ↓ Redução do consumo de energia através de menos refusões |
| Descartar/Retrabalhar | 15% | 5% | ↓ Melhoria significativa no controle do processo |
| Trabalho | 10% | 8% | ↓ Maior eficiência e menos retrabalho |
| Total | 100% | 100% | — |