
A estimativa dos custos de fundição sob pressão é crucial para engenheiros e equipes de compras, a fim de garantir orçamentos previsíveis e preços competitivos.
Embora a fundição sob pressão ofereça alta precisão e excelente acabamento superficial, seus custos são influenciados por fatores como ferramentas, materiais, produção, usinagem e inspeção.
Os principais componentes do custo da fundição sob pressão
fundição sob pressão Os custos podem ser categorizados em vários componentes principais:
- Custo de ferramentas e matrizes
- Custo do material
- Custo de produção (prensagem)
- Mão de obra e custos indiretos
- Custo de usinagem secundária e acabamento
- Inspeção e Garantia de Qualidade
- Sucata, retrabalho e perda de rendimento
Cada categoria tem seus próprios fatores determinantes e considerações, e juntas elas formam a base de um modelo de custo abrangente.
1. Custo de ferramentas e matrizes
O custo das ferramentas é normalmente o maior custo inicial em um projeto de fundição sob pressão. Ele abrange o projeto, a engenharia, a usinagem, o tratamento térmico e a montagem da matriz, o molde de aço que dá forma ao metal fundido. As matrizes podem ser simples (cavidade única) ou complexas (múltiplas cavidades com corrediças, núcleos e canais de refrigeração), e seu projeto afeta praticamente todos os fatores de custo subsequentes.
O que influencia o custo das ferramentas?
Complexidade da geometria da parte
- Peças complexas exigem ferramentas mais sofisticadas com guias, extratores e insertos.
- Recortes e paredes finas aumentam o tempo de usinagem e os requisitos de precisão das ferramentas.
Contagem de cáries
Matrizes multicavidades produzem mais peças por ciclo, reduzindo os custos de ferramental por peça em altos volumes, mas são mais caras de fabricar.
Requisitos de tolerância e acabamento superficial
Usinagem de precisão e polimento adicional são necessários para acabamentos de superfície precisos e tolerâncias rigorosas.
Material do molde e vida útil esperada
Aços-ferramenta de alto desempenho e revestimentos prolongam a vida útil da matriz, mas aumentam o custo inicial.
Faixas típicas de custo de ferramentas
| Tipo de matriz | Faixa de custo típica | Notas |
| Simples, de cavidade única | $ 5.000 a $ 15.000 | Componentes básicos |
| Complexidade moderada | $ 15.000 – $ 40.000 | Geometria detalhada |
| Complexo com slides/inserções | US$ 40.000 – US$ 100.000+ | Peças multifuncionais |
| Multicavidades de alto volume | Mais de 100 mil dólares | Programas muito grandes |
O custo da matriz deve ser amortizado ao longo do volume de produção esperado para calcular sua contribuição ao custo por peça.
Exemplo de amortização de ferramentas
Se uma matriz custa US$ 50.000 e espera-se que produza 200.000 peças:
Custo de ferramental por peça = $ 50.000 / 200.000 = $ 0,25
Esse valor se torna a base para sua estimativa de custo por peça.
2. Custo do material
O custo do material é o custo do metal utilizado em elencocada peça. É uma função do peso da peça, do preço da liga e do rendimento do material (metal perdido como sucata ou rebarba inutilizável).
Como calcular o custo do material
Custo do material por peça = Peso da peça (kg) × Preço da liga por kg
Preços típicos das ligas (aproximados e variáveis conforme as condições de mercado):
- Ligas de alumínio:US$ 2,50 – US$ 4,00/kg
- Ligas de zinco:US$ 2,00 – US$ 3,50/kg
- Ligas de magnésio:US$ 3,50 – US$ 6,00+/kg
- Ligas de cobre:US$ 5,00 – US$ 10,00+/kg
Considerações sobre sucata e rendimento
A fundição sob pressão gera naturalmente excesso de metal na forma de canais de alimentação, entradas e rebarbas. Se o fornecedor puder recuperar e refundir esse material, o custo efetivo do material diminui. Discuta o rendimento e as possibilidades de reciclagem com as fundições ao estimar os custos de material.
3. Custo de Produção (Prensagem)
O custo de produção engloba o custo variável de funcionamento da máquina de fundição sob pressão, essencialmente a energia, a manutenção e a depreciação da máquina associadas a cada ciclo.
Como estimar o custo de prensagem
Custo de produção por peça = Custo da máquina por hora / Peças produzidas por hora
Exemplo:
Se uma prensa custa US$ 60 por hora e produz 800 peças por hora:
Custo de produção por peça = $60/800 = $0,075
Esta é uma estimativa inicial. Adicione os custos auxiliares de gás, refrigeração e tempo de preparação da máquina, conforme necessário.
4. Mão de obra e custos indiretos
Os custos de mão de obra abrangem o trabalho de operadores, pessoal de instalação e movimentadores de materiais, enquanto os custos indiretos referem-se a despesas como supervisão, serviços públicos das instalações, seguros e serviços administrativos.
Estimativa do custo da mão de obra
Estime o total de horas de trabalho necessárias para preparação, fundição, monitoramento e embalagem, e multiplique por uma taxa de mão de obra apropriada.
Exemplo:
Se o total de horas de trabalho para uma produção for de 30 horas a US$ 30/hora, para uma produção de 100.000 peças:
30 × $30 = $900
Custo da mão de obra por peça = $900/100.000 = $0,009
Os custos indiretos são normalmente aplicados como uma porcentagem do custo da mão de obra ou da máquina e devem ser alocados de acordo.
5. Usinagem e Acabamento Secundários
Muitos peças fundidasexigem operações secundárias para atingir dimensões ou propriedades de superfície críticas, incluindo usinagem CNC, rosqueamento, polimento, tamboreamento, revestimento, galvanização ou anodização.
Custos típicos de operações secundárias
| Operação | Custo típico por peça |
| Usinagem básica | $0,50–$2,00 |
| Rebarbação | $0,10–$0,30 |
| jateamento | $0,10–$0,30 |
| Anodização | $0,40–$1,50 |
| Revestimento em pó | $0,50–$2,00 |
Esses custos variam bastante dependendo da complexidade, da área da superfície e do tamanho do lote.
6. Inspeção e Garantia da Qualidade
As peças fundidas sob pressão frequentemente exigem inspeção para verificar a precisão dimensional e a tolerância geométrica. O custo da inspeção depende da complexidade da peça e dos requisitos de tolerância.
Métodos comuns de inspeção
- Indicadores de passa/não passa
- Máquina de Medição por Coordenadas (MMC)
- Inspeção óptica
- Ensaios não destrutivos (END)
- Controle Estatístico de Processo (CEP)
A inspeção pode representar um pequeno custo adicional ou um investimento maior quando se trata de sistemas automatizados ou de alta precisão.
7. Sucata, retrabalho e perda de rendimento
Nenhum processo de fabricação é perfeito. Uma porcentagem das peças falhará na inspeção ou apresentará defeitos que exigirão retrabalho ou descarte. Inclua uma margem de segurança razoável em suas estimativas.
Custo ajustado por peça boa = Custo total / (1 − Taxa de refugo)
Exemplo:
Se o custo total por peça for estimado em US$ 2,00 e a taxa de refugo esperada for de 3%:
Custo ajustado = 2,00/0,97 ≈ $ 2,06
A factoring de sucata garante que seu modelo de custos seja realista.
Estimativa de custos de fundição sob pressão passo a passo
A seguir, apresentamos um processo estruturado para estimar os custos de fundição sob pressão, que você pode replicar para projetos personalizados:
Etapa 1: Definir os requisitos do projeto
Identificar parâmetros-chave:
- Tipo de material e liga
- Volume anual/de lote alvo
- Requisitos de tolerância e acabamento
- Operações secundárias necessárias
- Cronograma de entrega
Isso estabelece a base para estimar os custos de ferramentas, materiais e processos.
Etapa 2: Estimar o custo das ferramentas
- Analisar a complexidade da peça e determinar as características da matriz.
- Consulte engenheiros de ferramentas ou fornecedores para obter um custo aproximado da matriz.
- Determine o número de cavidades com base no volume projetado.
Amortize o custo da matriz ao longo do volume esperado para chegar à contribuição das ferramentas por peça.
Etapa 3: Estimar o custo do material
- Determinar o peso líquido da peça (a partir do CAD/BOM).
- Multiplique pelo preço da liga por kg.
- Ajuste o rendimento do material com base nas taxas esperadas de recuperação/reciclagem.
Isso fornece um custo base de matéria-prima por peça.
Etapa 4: Estimar o custo de produção
Utilize dados de tempo de ciclo (de peças similares ou orçamentos de fornecedores).
Calcule o custo por hora da prensa dividido pelo número de peças produzidas por hora.
Inclui energia, uso de máquinas auxiliares e tempo de inicialização.
Etapa 5: Adicionar mão de obra e custos indiretos
- Estime as horas de trabalho necessárias para a preparação, operação e embalagem.
- Aplicar taxas de mão de obra adequadas.
Incluir uma alocação proporcional das despesas gerais da instalação.
Etapa 6: Adicionar usinagem/acabamento secundário
Com base nos requisitos de engenharia, adicione os custos de usinagem CNC, revestimento, rebarbação, polimento, etc.
Obtenha tempos e taxas médias, seja na sua fábrica ou em orçamentos de fornecedores.
Etapa 7: Inspeção e Custo da Qualidade
- Inclua os custos de fixação ou de medição amortizados ao longo da produção, se aplicável.
Adicione os custos de mão de obra para inspeção por peça ou os custos do sistema automatizado.
Etapa 8: Ajuste para Refugo/Retrabalho e Rendimento
- Estimar a taxa típica de defeitos com base em dados históricos ou informações fornecidas pelo fornecedor.
- Ajuste o custo por peça de acordo.
Exemplo: Estimativa de custos para carcaças fundidas sob medida
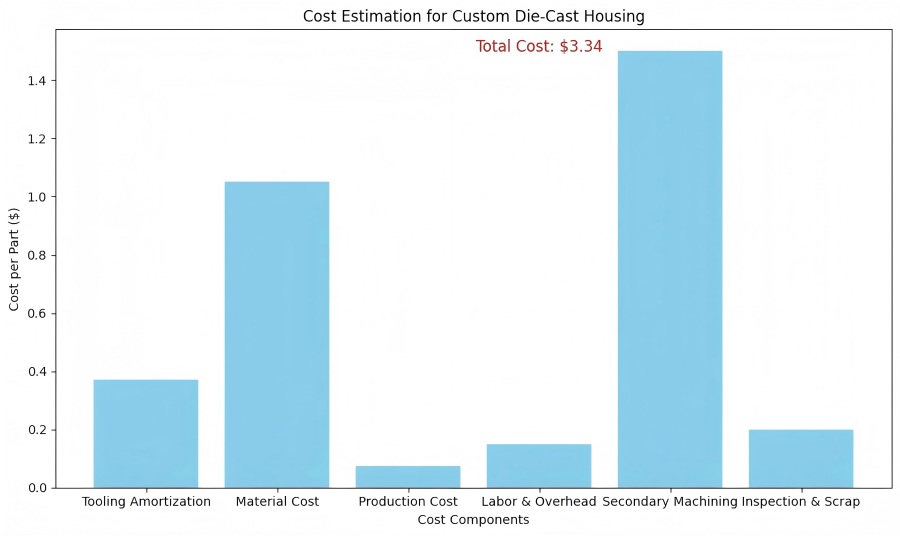
A seguir, apresentamos um exemplo prático que aplica os passos acima a uma peça personalizada, estimada para uma produção inicial de 150.000 unidades.
- Peça: Carcaça de alumínio fundido
- Peso: 0,35 kg
- Liga: Alumínio, US$ 3,00/kg
- Custo do molde: US$ 55.000
- Custo da imprensa: US$ 60 por hora
- Taxa de produção: 800 peças/hora
- Mão de obra e custos indiretos: US$ 0,15 por peça
- Usinagem secundária: US$ 1,50 por peça
- Reserva para inspeção e sucata: US$ 0,20 por peça
Calcular:
- Amortização de ferramentas: $ 55.000 ÷ 150.000 = $ 0,37
- Custo do material: 0,35 × 3,00 = $ 1,05
- Custo de produção: $60 ÷ 800 = $0,075
- Mão de obra e custos indiretos: US$ 0,15
- Usinagem secundária: US$ 1,50
- Inspeção e Descarte: US$ 0,20
Custo total estimado: 0,37 + 1,05 + 0,075 + 0,15 + 1,50 + 0,20 ≈ US$ 3,35 por peça
Este exemplo ilustra como as ferramentas, os materiais e a usinagem dominam os custos, enquanto a produção e a inspeção contribuem com quantias menores, mas ainda importantes.