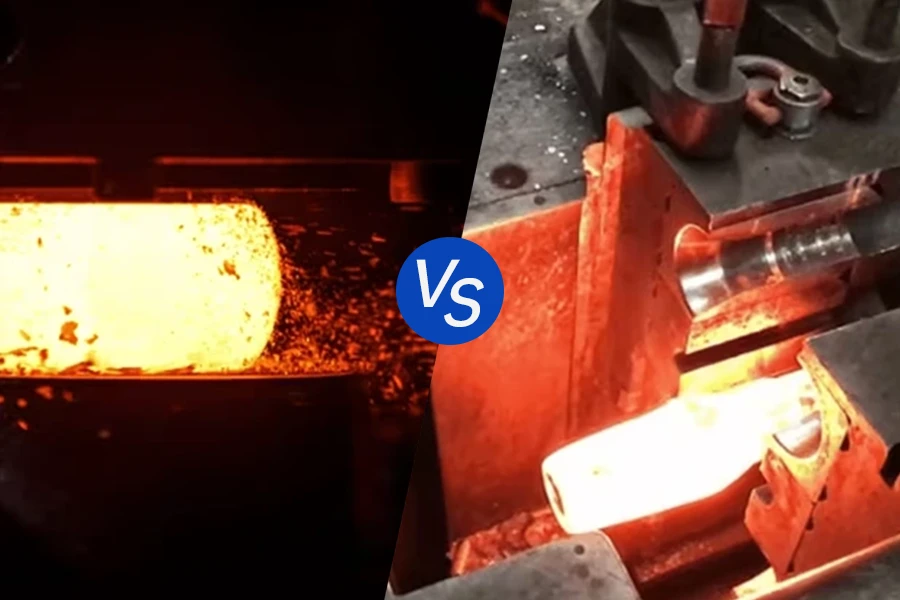
Uma técnica importante para moldar metais, que impulsionou o desenvolvimento industrial por séculos, é a forjagem. Os dois métodos de forjagem mais populares são a forjagem por estampagem e a forjagem por recalque, entre outros. O custo, a eficiência da produção e o desempenho da peça podem ser significativamente impactados pela escolha do processo.
Introdução às técnicas de forjamento
Forjamento A forja envolve a deformação do metal sob alta pressão, geralmente utilizando matrizes, martelos ou prensas para moldar o material. O resultado é um componente com maior resistência, maior resistência à fadiga e uma estrutura granular aprimorada, tornando as peças forjadas altamente desejáveis em aplicações críticas.
Os dois principais tipos de forjamento, o forjamento por estampagem e o forjamento por recalque, diferem na forma como a força é aplicada e como o metal flui. As peças ideais para o forjamento por estampagem são aquelas com características complexas e geometria intrincada. O forjamento por recalque, por outro lado, é comumente usado para alargar seções de barras redondas, especialmente nas extremidades, como na formação de cabeças de parafusos ou flanges.
Ambas as técnicas garantem vantagens metalúrgicas em relação à fundição ou usinagem, com melhor resistência direcional e integridade do material.
O que é forjamento por martelo?
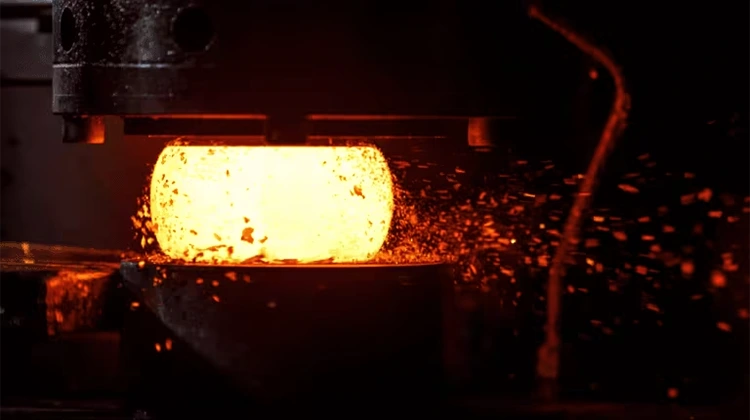
Em forjamento por martelo, uma chapa de metal quente é comprimida entre duas matrizes e moldada por prensagem ou martelamento de alto impacto. O martelo “cai” sobre a peça de trabalho, daí o nome do processo.
Existem duas formas principais:
- A forjagem por estampagem em matriz aberta permite que o material flua livremente e é ideal para peças grandes e simples. No entanto, requer operação especializada e apresenta menor precisão dimensional.
- A forjaria em matriz fechada (ou matriz de impressão) confina o metal dentro de uma cavidade de matriz, permitindo a produção de peças complexas e precisas. O excesso de material é expelido como rebarba e, em seguida, cortado.
Como funciona a forjaria por queda:
- A temperatura de forjamento do metal é elevada.
- Está posicionado no dado inferior.
- A matriz superior golpeia repetidamente a peça de trabalho.
- O metal flui para a cavidade da matriz e o excesso de material é expelido.
- A peça é então aparada, resfriada e finalizada.
O que é forjamento por recalque?
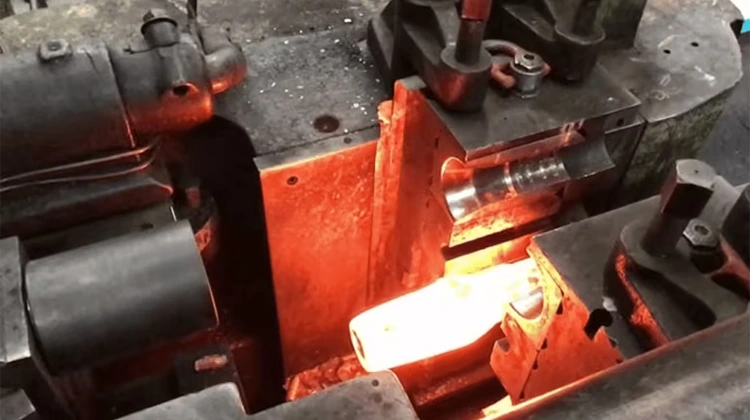
Forjamento por recalque É um tipo de forjamento que aumenta o diâmetro de uma seção de uma barra comprimindo seu comprimento. É realizado utilizando máquinas de forjamento horizontais conhecidas como recalcadoras e é particularmente eficiente para a produção de peças como parafusos, fixadores e eixos.
Como funciona a forja por recalque:
- Uma barra cilíndrica é aquecida parcial ou totalmente.
- A parte aquecida é inserida em uma matriz e fixada no lugar.
- Um pistão comprime a barra ao longo de seu eixo.
- O material se expande para fora, criando uma cabeça ou flange.
- A peça é resfriada, aparada e inspecionada.
Principais diferenças de processo
| Recurso | Forjamento por Martelo | Forjamento por Recalque |
| Direção da força | martelagem vertical | Compressão axial horizontal |
| Fluxo de Materiais | Multidirecional | Expansão axial para radial |
| Forma da peça de trabalho | Peças pré-cortadas | Barras redondas |
| Saída típica | Geometrias 3D complexas | Cabeçotes, flanges, alargamentos de eixo |
| Geração Flash | Sim (especialmente matrizes fechadas) | Frequentemente sem flash |
Essas diferenças influenciam a flexibilidade do projeto das peças, os equipamentos necessários e a estratégia de produção.
Considerações sobre o material
Ambos os métodos de forjamento podem processar uma variedade de metais, mas alguns são mais adequados para técnicas específicas:
- O forjamento por estampagem permite o processamento de materiais resistentes como aço carbono, aço liga, aço inoxidável, alumínio, latão e titânio. Acomoda formas complexas e proporciona elevadas propriedades mecânicas.
- O forjamento por recalque funciona melhor com metais dúcteis, como aço de baixo carbono, alumínio e cobre, que podem se deformar sem rachar durante a expansão radial.
A escolha do material correto garante uma conformação bem-sucedida e o desempenho final da peça.
Projeto e Geometria da Peça
Forjamento por estampagem:
- Ideal para peças com formatos complexos e seções transversais variáveis.
- Pode formar nervuras, orifícios, saliências e contornos detalhados.
- Ideal para peças que exigem fluxo de grãos multidirecional.
Forjamento por Recalque:
- Adequado para peças cilíndricas simétricas.
- Ideal para moldar cabeças de parafusos, flanges de tubos e eixos escalonados.
- Limitado à deformação axial.
Ao escolher entre as duas opções, os engenheiros devem avaliar a complexidade da forma e as exigências de desempenho.
Resistência e propriedades mecânicas
Ambos os métodos de forjamento melhoram a resistência da peça devido ao refinamento dos grãos e ao fluxo direcional dos mesmos.
- O forjamento por estampagem alinha os grãos ao longo de contornos complexos, aumentando a resistência ao impacto e à fadiga.
- O processo de forjamento por recalque alinha os grãos ao longo do eixo, resultando em excelente resistência à tração e integridade torsional.
As propriedades finais dependem da temperatura de forjamento, da taxa de deformação e do processo de resfriamento.
Volume e custo de produção
| Fator | Forjamento por queda | Forjamento por Recalque |
| Custo de instalação | Alto (ferramentas personalizadas necessárias) | Médio (custo moderado da matriz) |
| Tempo de ciclo | Mais longo (múltiplas marteladas) | Mais curto (compressão axial rápida) |
| Ideal para | Peças complexas de alto volume | Peças padronizadas de volume médio |
Dica:Utilize a forjagem por estampagem para componentes complexos de alta precisão, onde o custo das ferramentas é amortizado em grandes volumes. Escolha a forjagem por recalque para peças mais simples com alta repetibilidade.
Necessidades de ferramentas e equipamentos
- A forjagem por estampagem exige prensas, matrizes e equipamentos de corte de grande porte. As ferramentas são caras, especialmente para operações em matriz fechada, e devem suportar cargas de impacto repetitivas.
- A forjagem por recalque requer recalcadores horizontais com matrizes de fixação e ferramentas mais simples. O desgaste da ferramenta é menos agressivo e o equipamento costuma ser mais compacto.
Ao planejar a produção, os fabricantes devem levar em consideração o investimento em equipamentos, a manutenção e a vida útil das ferramentas.
Tolerâncias e Acabamento Superficial
- O forjamento por estampagem permite obter tolerâncias rigorosas e formatos próximos ao final, reduzindo as necessidades de pós-processamento.
- O forjamento por recalque produz superfícies mais lisas em peças cilíndricas, mas pode exigir usinagem para obter ajustes precisos.
A qualidade do acabamento superficial também depende da condição da matriz, do material e das práticas de lubrificação.
Comparação de aplicações por setor
| Indústria | Aplicações de forjamento por estampagem | Aplicações de forjamento por recalque |
| Automotivo | Virabrequins, bielas, engrenagens | Eixos, fixadores, extremidades de eixos |
| Aeroespacial | Pás da turbina, peças do trem de pouso | Hastes atuadoras, hastes de válvulas |
| Construção | Ganchos, manilhas, ferramentas estruturais | Parafusos, hastes de ancoragem, olhais de fixação |
| Petróleo e gás | Colares de perfuração, grampos | Flanges, acoplamentos |
| Agricultura | Braços de grade, lâminas de arado | Eixos, parafusos de montagem |
Esta comparação mostra como cada método de forjamento se alinha com tipos de peças específicos e requisitos da indústria.
Eficiência Ambiental e Energética
A forjagem é geralmente mais sustentável do que a usinagem, principalmente devido ao menor desperdício de material e ao maior aproveitamento do mesmo. No entanto, a eficiência varia entre os métodos de forjagem:
- O forjamento por estampagem produz rebarbas, excesso de material expelido durante o fechamento da matriz, que precisam ser removidas. Isso não só aumenta o desperdício de material, como também eleva o consumo de energia e mão de obra necessários para a remoção e reciclagem das rebarbas.
- A forjagem por recalque é tipicamente um processo sem rebarbas, o que significa que utiliza quase 100% do material com desperdício mínimo ou inexistente. Isso melhora a eficiência do material e reduz as necessidades de pós-processamento.
Em termos de consumo de energia, o forjamento por recalque é geralmente mais eficiente. Seus ciclos mais curtos e etapas de deformação mais simples significam menor consumo de energia por peça, tornando-o a escolha preferencial para produção padronizada em grande volume.
Escolher com base no ciclo de vida do produto
Ao selecionar um método de forjamento, é importante considerar o desempenho e a durabilidade da peça a longo prazo:
- A forjagem por estampagem é ideal para componentes expostos a forças de alto impacto ou ciclos repetidos de tensão. Ela aumenta a resistência à fadiga e a integridade estrutural, tornando-a adequada para peças de missão crítica nas indústrias automotiva, aeroespacial e de máquinas pesadas.
- A forjagem por recalque oferece excelente resistência axial e é adequada para peças mais simples, como parafusos. eixos, e flangesÉ eficaz para componentes que são substituídos regularmente ou usados em ambientes menos exigentes.
Se a falha ou a substituição forem difíceis e dispendiosas, a forjagem por estampagem é o investimento mais seguro a longo prazo devido ao seu desempenho e confiabilidade superiores.
Estudos de Caso: Forjamento por Martelo vs. Forjamento por Recalque
Estudo de Caso 1: Virabrequim Automotivo
Método escolhido:Forjamento por queda
Razão:O virabrequim opera sob cargas rotacionais e de flexão contínuas, tornando a resistência e a durabilidade à fadiga fatores críticos. A forjagem por estampagem permite um fluxo preciso de grãos que acompanha o formato complexo do virabrequim, aumentando a durabilidade e o desempenho sob tensões cíclicas.
Estudo de Caso 2: Produção Industrial de Parafusos
Método escolhido:Forjamento por Recalque
Razão:Os parafusos exigem dimensões uniformes e alta integridade axial. A forjagem por recalque permite a produção eficiente e de alta velocidade de cabeças simétricas em barras de aço, com o mínimo de desperdício. Seu processo sem rebarbas garante economia de material e propriedades mecânicas consistentes ao longo da haste do parafuso.
Estudo de Caso 3: Braço do Trem de Pouso de Aeronave
Método escolhido:Forjamento por queda
Razão:O braço do trem de pouso deve suportar forças de alto impacto durante a decolagem e o pouso da aeronave. A forjagem por estampagem oferece a capacidade de moldar geometrias precisas e resistentes à carga, ao mesmo tempo que alinha a estrutura interna dos grãos para obter maior tenacidade e resistência a falhas.
Tabela Resumo
| Critérios | Forjamento por queda | Forjamento por Recalque |
| Complexidade da peça | Alto | Baixo a médio |
| Nível de tolerância | Apertado | Moderado |
| Produção Flash | Sim | Mínima ou nenhuma |
| Tempo de ciclo | Mais longo | Mais curto |
| Equipamento | Martelos/prensas verticais | desestabilizadores horizontais |
| Controle do fluxo de grãos | Complexo, multiaxial | Axial para radial |
| Ideal para | Peças irregulares que suportam carga | Eixos, parafusos, flanges |
| Eficiência do material | Médio | Alto |
| Volume de produção | Alto volume | Médio a alto |