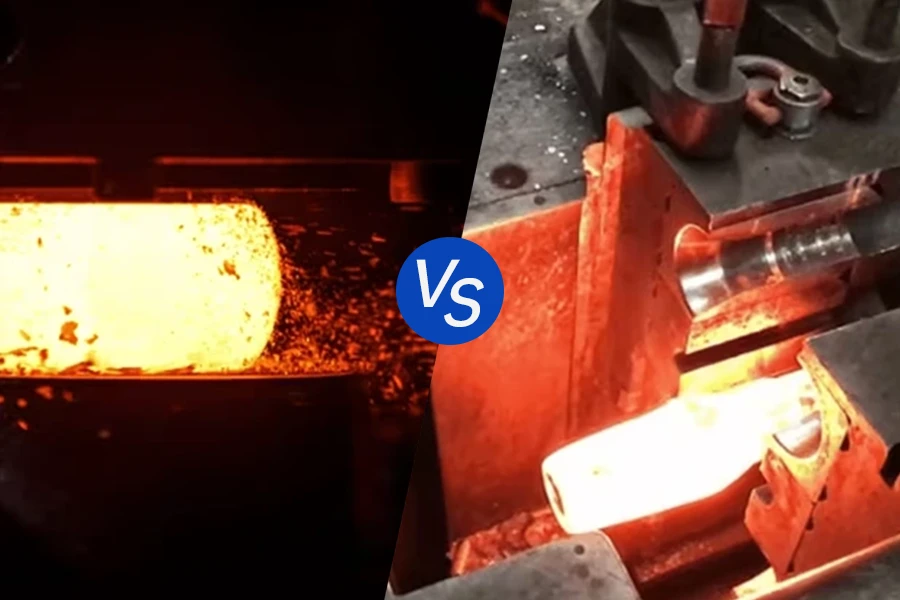
Eine wichtige Technik zur Metallbearbeitung, die die industrielle Entwicklung seit Jahrhunderten vorantreibt, ist das Schmieden. Zu den gängigsten Schmiedeverfahren zählen unter anderem das Gesenkschmieden und das Stauchschmieden. Kosten, Produktionseffizienz und Bauteileigenschaften können maßgeblich von der Wahl des Verfahrens beeinflusst werden.
Einführung in die Schmiedetechniken
Schmieden Schmieden bezeichnet die Verformung von Metall unter hohem Druck, typischerweise mithilfe von Werkzeugen, Hämmern oder Pressen. Das Ergebnis ist ein Bauteil mit erhöhter Festigkeit, Dauerfestigkeit und verbesserter Kornstruktur, wodurch Schmiedeteile in kritischen Anwendungen sehr begehrt sind.
Die beiden Hauptschmiedeverfahren, Gesenkschmieden und Stauchschmieden, unterscheiden sich in der Krafteinwirkung und dem Materialfluss. Gesenkschmieden eignet sich ideal für Teile mit komplexen Strukturen und Geometrien. Stauchschmieden hingegen wird häufig zum Aufweiten von Rundstangenquerschnitten, insbesondere an den Enden, eingesetzt, beispielsweise zur Herstellung von Schraubenköpfen oder Flanschen.
Beide Verfahren bieten gegenüber Gießen oder Bearbeiten metallurgische Vorteile, nämlich eine bessere Festigkeit in eine bestimmte Richtung und eine höhere Materialintegrität.
Was ist Gesenkschmieden?
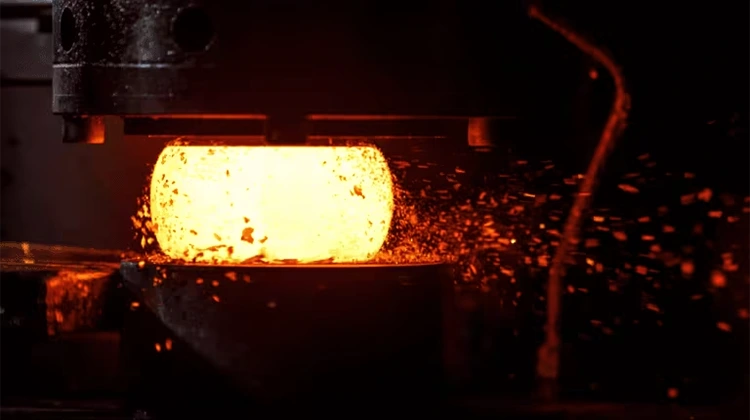
In Gesenkschmieden Ein heißer Metallrohling wird zwischen zwei Werkzeuge eingespannt und durch Pressen oder Hämmern mit hoher Schlagkraft geformt. Der Hammer „fällt“ auf das Werkstück, daher der Name des Verfahrens.
Es gibt zwei Hauptformen:
- Das Gesenkschmieden ermöglicht einen freien Materialfluss und eignet sich ideal für große, einfache Bauteile. Es erfordert jedoch Fachkenntnisse und weist eine geringere Maßgenauigkeit auf.
- Beim Gesenkschmieden (auch Formschmieden genannt) wird das Metall in einem Formhohlraum eingeschlossen, wodurch die Herstellung komplexer und präziser Teile ermöglicht wird. Überschüssiges Material wird als Grat ausgepresst und anschließend abgeschnitten.
So funktioniert das Gesenkschmieden:
- Die Schmiedetemperatur des Metalls wird erhöht.
- Es befindet sich auf dem unteren Würfel.
- Der obere Stempel schlägt wiederholt auf das Werkstück.
- Metall fließt in den Formhohlraum, und der Grat wird ausgestoßen.
- Anschließend wird das Teil zugeschnitten, abgekühlt und fertiggestellt.
Was ist Stauchschmieden?
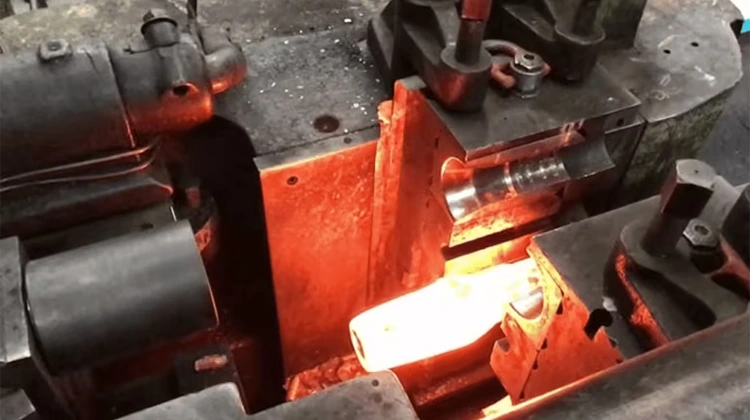
Gedrücktes Schmieden Das Stauchschmieden ist ein Verfahren, bei dem der Durchmesser eines Stababschnitts durch Stauchung vergrößert wird. Es wird mit horizontalen Stauchschmiedemaschinen durchgeführt und eignet sich besonders gut zur Herstellung von Teilen wie Schrauben, Befestigungselementen und Wellen.
Wie das Stauchschmieden funktioniert:
- Ein zylindrischer Stab wird teilweise oder vollständig erhitzt.
- Der erhitzte Teil wird in eine Matrize eingesetzt und dort fixiert.
- Ein Stempel drückt den Stab entlang seiner Achse zusammen.
- Das Material dehnt sich nach außen aus und bildet einen Kopf oder Flansch.
- Das Teil wird abgekühlt, zugeschnitten und geprüft.
Wesentliche Prozessunterschiede
| Besonderheit | Gesenkschmieden | Stauchschmieden |
| Kraftrichtung | Vertikales Hämmern | Horizontale axiale Kompression |
| Materialfluss | Multidirektional | Axiale zu radiale Erweiterung |
| Werkstückform | Vorgeschnittene Rohlinge | Rundstangen |
| Typische Ausgabe | Komplexe 3D-Geometrien | Köpfe, Flansche, Wellenaufweitungen |
| Blitzgenerierung | Ja (insbesondere geschlossene Matrizen) | Oft blitzlos |
Diese Unterschiede beeinflussen die Flexibilität der Teilekonstruktion, die benötigte Ausrüstung und die Produktionsstrategie.
Materielle Erwägungen
Beide Schmiedeverfahren können eine Reihe von Metallen bearbeiten, einige eignen sich jedoch besser für bestimmte Techniken:
- Das Gesenkschmieden eignet sich für die Bearbeitung von harten Werkstoffen wie Kohlenstoffstahl, legiertem Stahl, Edelstahl, Aluminium, Messing und Titan. Es ermöglicht die Herstellung komplexer Formen und erfordert hohe mechanische Eigenschaften.
- Das Stauchschmieden eignet sich am besten für duktile Metalle wie kohlenstoffarmen Stahl, Aluminium und Kupfer, die sich bei radialer Ausdehnung verformen lassen, ohne zu reißen.
Die Wahl des richtigen Materials gewährleistet eine erfolgreiche Formgebung und die optimale Leistung des Endprodukts.
Teilekonstruktion und Geometrie
Gesenkschmieden:
- Am besten geeignet für Teile mit komplexen Formen und unterschiedlichen Querschnitten.
- Kann Rippen, Löcher, Erhebungen und detaillierte Konturen formen.
- Ideal, wenn Teile einen multidirektionalen Faserverlauf erfordern.
Stauchschmieden:
- Geeignet für symmetrische, zylindrische Teile.
- Ideal zur Herstellung von Schraubenköpfen, Rohrflanschen und Stufenwellen.
- Beschränkt auf axiale Verformung.
Bei der Wahl zwischen den beiden Varianten müssen Ingenieure die Komplexität der Form und die Leistungsanforderungen berücksichtigen.
Festigkeit und mechanische Eigenschaften
Beide Schmiedeverfahren verbessern die Festigkeit des Bauteils durch Kornfeinung und gerichteten Kornfluss.
- Durch das Gesenkschmieden werden die Faserstrukturen entlang komplexer Konturen ausgerichtet, was die Schlagfestigkeit und die Dauerfestigkeit erhöht.
- Durch das Stauchschmieden werden die Faserkörner entlang der Achse ausgerichtet, was zu einer ausgezeichneten Zugfestigkeit und Torsionssteifigkeit führt.
Die endgültigen Eigenschaften hängen von der Schmiedetemperatur, der Umformgeschwindigkeit und dem Abkühlprozess ab.
Produktionsvolumen und Kosten
| Faktor | Gesenkschmieden | Stauchschmieden |
| Einrichtungskosten | Hoch (Sonderanfertigungen erforderlich) | Mittel (mittlere Stanzkosten) |
| Zykluszeit | Länger (mehrere Hammerschläge) | Kürzere (schnelle axiale Kompression) |
| Am besten geeignet für | Großvolumige, komplexe Teile | Mittelvolumige, standardisierte Teile |
Tipp:Für hochpräzise, komplexe Bauteile, bei denen sich die Werkzeugkosten über große Stückzahlen amortisieren, eignet sich das Gesenkschmieden. Für einfachere Teile mit hoher Wiederholgenauigkeit ist das Stauchschmieden die bessere Wahl.
Werkzeug- und Ausrüstungsbedarf
- Das Gesenkschmieden erfordert große Pressen, Gesenke und Entgratungsanlagen. Die Werkzeuge sind teuer, insbesondere für Gesenkschmiedeverfahren, und müssen wiederholten Stoßbelastungen standhalten.
- Das Stauchschmieden erfordert horizontale Stauchmaschinen mit Spannbacken und einfachere Werkzeuge. Der Werkzeugverschleiß ist geringer, und die Anlagen sind oft kompakter.
Bei der Produktionsplanung müssen die Hersteller die Investitionen in die Ausrüstung, den Wartungsaufwand und die Werkzeuglebensdauer gegeneinander abwägen.
Toleranzen und Oberflächenbeschaffenheit
- Durch Gesenkschmieden lassen sich enge Toleranzen und endkonturnahe Formen erzielen, wodurch der Nachbearbeitungsaufwand reduziert wird.
- Durch das Stauchschmieden entstehen glattere Oberflächen an zylindrischen Teilen, allerdings kann eine Nachbearbeitung erforderlich sein, um enge Passungen zu erzielen.
Die Oberflächengüte hängt auch vom Zustand des Werkzeugs, dem Material und den Schmierverfahren ab.
Anwendungsvergleich nach Branchen
| Industrie | Anwendungen im Gesenkschmieden | Anwendungen im Stauchschmiedeverfahren |
| Automobil | Kurbelwellen, Pleuelstangen, Zahnräder | Achsen, Befestigungselemente, Wellenenden |
| Luft- und Raumfahrt | Turbinenschaufeln, Fahrwerksteile | Betätigungsstangen, Ventilschäfte |
| Konstruktion | Haken, Schäkel, Bauwerkzeuge | Bolzen, Ankerstangen, Ringschrauben |
| Öl und Gas | Bohrkragen, Klemmen | Flansche, Kupplungen |
| Landwirtschaft | Eggenarme, Pflugscharen | Wellen, Befestigungsschrauben |
Dieser Vergleich zeigt, wie die einzelnen Schmiedeverfahren zu bestimmten Teiletypen und Branchenanforderungen passen.
Umwelt- und Energieeffizienz
Schmieden ist im Allgemeinen nachhaltiger als die spanende Bearbeitung, vor allem aufgrund des geringeren Materialabfalls und der höheren Materialausnutzung. Die Effizienz variiert jedoch je nach Schmiedeverfahren.
- Beim Gesenkschmieden entsteht Grat, überschüssiges Material, das beim Schließen der Form austritt und entfernt werden muss. Dies erhöht nicht nur den Materialabfall, sondern auch den Energie- und Arbeitsaufwand für die Gratentfernung und das Recycling.
- Das Stauchschmieden ist typischerweise ein gratfreies Verfahren, d. h. es nutzt nahezu 100 % des Materials mit minimalem oder gar keinem Abfall. Dies verbessert die Materialeffizienz und reduziert den Nachbearbeitungsaufwand.
Hinsichtlich des Energieverbrauchs ist das Stauchschmieden im Allgemeinen effizienter. Die kürzeren Zykluszeiten und die einfacheren Umformschritte bedeuten einen geringeren Energieverbrauch pro Teil, was es zur bevorzugten Wahl für die Serienfertigung standardisierter Produkte macht.
Auswahl basierend auf dem Produktlebenszyklus
Bei der Wahl eines Schmiedeverfahrens ist es wichtig, die Langzeitleistung und Haltbarkeit des Bauteils zu berücksichtigen:
- Das Gesenkschmieden eignet sich ideal für Bauteile, die hohen Stoßkräften oder wiederholten Belastungszyklen ausgesetzt sind. Es verbessert die Dauerfestigkeit und die strukturelle Integrität und ist daher geeignet für sicherheitskritische Teile in der Automobil-, Luft- und Raumfahrt- sowie Schwermaschinenindustrie.
- Das Stauchschmieden bietet eine ausgezeichnete axiale Festigkeit und eignet sich gut für einfachere Teile wie Schrauben. Wellen, Und Flansche Es eignet sich für Komponenten, die regelmäßig ausgetauscht werden oder in weniger anspruchsvollen Umgebungen eingesetzt werden.
Wenn ein Ausfall oder eine Reparatur schwierig und kostspielig ist, stellt das Gesenkschmieden aufgrund seiner überlegenen Leistung und Zuverlässigkeit die sicherere langfristige Investition dar.
Fallstudien: Gesenkschmieden vs. Stauchschmieden
Fallstudie 1: Kurbelwelle für Kraftfahrzeuge
Gewählte Methode:Gesenkschmieden
Grund:Die Kurbelwelle ist ständigen Dreh- und Biegebelastungen ausgesetzt, weshalb Festigkeit und Dauerfestigkeit entscheidend sind. Das Gesenkschmieden ermöglicht einen präzisen Faserverlauf, der der komplexen Form der Kurbelwelle folgt und so die Haltbarkeit und Leistungsfähigkeit unter zyklischer Belastung verbessert.
Fallstudie 2: Industrielle Bolzenproduktion
Gewählte Methode:Stauchschmieden
Grund:Schrauben erfordern einheitliche Abmessungen und hohe axiale Stabilität. Das Stauchschmieden ermöglicht die effiziente und schnelle Fertigung symmetrischer Schraubenköpfe aus Stangenmaterial mit minimalem Verschnitt. Das gratfreie Verfahren gewährleistet Materialeinsparungen und gleichbleibende mechanische Eigenschaften entlang des gesamten Schraubenschafts.
Fallstudie 3: Fahrwerksarm eines Flugzeugs
Gewählte Methode:Gesenkschmieden
Grund:Der Fahrwerksarm muss beim Starten und Landen von Flugzeugen hohen Belastungen standhalten. Das Gesenkschmieden ermöglicht die präzise Formgebung tragender Geometrien und die Ausrichtung der inneren Kornstruktur für überlegene Zähigkeit und Bruchfestigkeit.
Zusammenfassungstabelle
| Kriterien | Gesenkschmieden | Stauchschmieden |
| Teilekomplexität | Hoch | Niedrig bis mittel |
| Toleranzniveau | Eng | Mäßig |
| Flash-Produktion | Ja | Minimal oder gar keine |
| Zykluszeit | Länger | Kürzer |
| Ausrüstung | Vertikalhämmer/Pressen | Horizontale Stauchvorrichtungen |
| Getreideflusssteuerung | Komplex, mehrachsig | Axial zu radial |
| Ideal für | Unregelmäßige, tragende Teile | Wellen, Bolzen, Flansche |
| Materialeffizienz | Medium | Hoch |
| Produktionsvolumen | Hohes Volumen | Mittel bis hoch |