
A fundição sob pressão produz peças metálicas precisas com detalhes finos e superfícies lisas. Existem dois métodos principais: fundição sob pressão em câmaras frias e em câmaras quentes. Apesar de moldarem metal, seus materiais, duração dos ciclos, preços e aplicações são diferentes. Compreender essas diferenças auxilia os fabricantes na seleção da abordagem mais adequada.
O que é fundição sob pressão?
Injeções de metal fundido sob alta pressão são feitas no molde. Normalmente, o metal é injetado em um molde de aço ou outro material resistente para produzir peças com detalhes excelentes, superfícies lisas e alta precisão dimensional. Graças à excepcional eficiência desse processo de fabricação, peças metálicas complexas podem ser produzidas em grandes quantidades.
fundição sob pressão A principal vantagem da tecnologia é sua capacidade de criar peças com qualidade e formato confiáveis, o que a torna uma técnica popular em setores como bens de consumo, eletrônicos, automotivo e aeroespacial.
O que é fundição sob pressão em câmara quente?
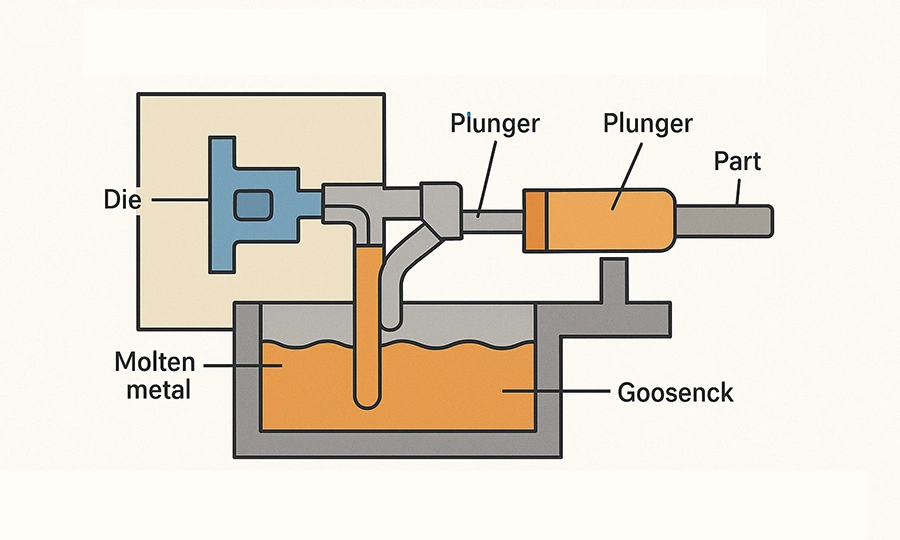
No processo de fundição sob pressão em câmara quente, o sistema de injeção de metal é submerso diretamente no metal fundido. Normalmente, um forno acoplado ao sistema de injeção recebe o metal fundido.
Ligas de chumbo, magnésio, zinco e outros metais com baixos pontos de fusão são os candidatos ideais para esse processo. O metal fundido é forçado para dentro do molde sob alta pressão por meio de um pistão submerso no mecanismo de injeção usado na fundição sob pressão em câmara quente.
Como funciona a fundição sob pressão em câmara quente
Na fundição sob pressão em câmara quente, a câmara, o bico e outros componentes ficam expostos ao metal fundido durante todo o processo. O metal fundido é injetado no molde por um êmbolo ou pistão, após o sistema de injeção ter sido imerso nele.
O metal fundido forma a porção desejada ao preencher o molde e assumir a forma da cavidade. Quando o metal esfria e endurece, o molde é aberto e o objeto finalizado é retirado.
Principais vantagens da fundição sob pressão em câmara quente
| Vantagens | Descrição |
| Tempo de ciclo mais rápido | O metal fundido é injetado diretamente do forno, resultando em ciclos mais rápidos e alta produtividade. |
| Redução dos custos de equipamentos | A fundição sob pressão em câmara quente requer menos componentes mecânicos em comparação com a fundição em câmara fria, reduzindo o custo do equipamento. |
| Alta eficiência de produção | Adequado para a produção em larga escala de peças menores e complexas. |
| Acabamento de superfície lisa | Este método oferece excelente qualidade de acabamento superficial, sendo ideal para peças que exigem superfícies lisas sem necessidade de acabamento adicional. |
| Adequado para metais com baixo ponto de fusão. | Funciona melhor com metais de baixo ponto de fusão, como ligas de zinco e magnésio, que são ideais para componentes de alta precisão. |
Principais desvantagens da fundição sob pressão em câmara quente
| Desvantagens | Descrição |
| Limitado a metais de baixo ponto de fusão | Metais com pontos de fusão elevados, como o alumínio, não podem ser usados na fundição sob pressão em câmara quente, pois isso danificaria os componentes da câmara. |
| Peças de menor resistência | As peças feitas de metais como o zinco são geralmente menos duráveis e resistentes em comparação com as peças feitas de metais com alto ponto de fusão. |
| Risco de Contaminação | A exposição prolongada a altas temperaturas pode causar a degradação da liga na câmara, levando à contaminação das peças. |
O que é fundição sob pressão em câmara fria?
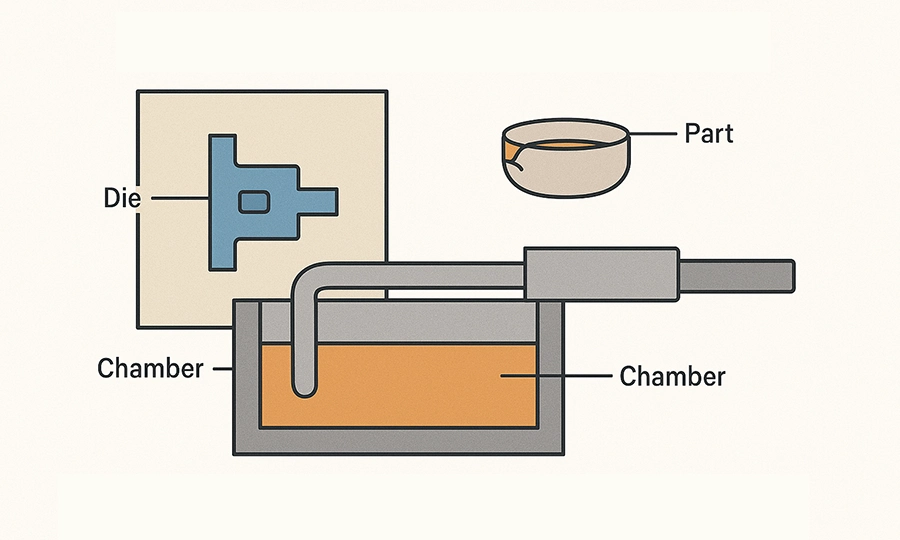
Durante o processo de fundição sob pressão em câmara fria, o metal fundido não entra em contato direto com o sistema de injeção. Em vez disso, o metal fundido é injetado no molde após ser despejado em uma câmara separada.
Por permitir o uso de metais com pontos de fusão mais elevados, como ligas de cobre, latão e alumínio, esse processo é mais adaptável. Peças maiores e mais resistentes, que necessitam de materiais capazes de suportar tensões mais elevadas, são frequentemente produzidas por fundição sob pressão em câmara fria.
Como funciona a fundição sob pressão em câmara fria
Na fundição sob pressão em câmara fria, utiliza-se uma concha para mover fisicamente o metal fundido para dentro da câmara de injeção, onde um pistão ou êmbolo o injeta no molde sob alta pressão.
A principal diferença entre o mecanismo de injeção e o metal fundido reside na semelhança do processo com a fundição sob pressão em câmara quente. O objeto finalizado é expelido do molde assim que o metal fundido se solidifica e o preenche.
Principais vantagens da fundição sob pressão em câmara fria
| Vantagens | Descrição |
| Adequado para metais com alto ponto de fusão. | Para metais com pontos de fusão elevados, como ligas de cobre e alumínio, a fundição sob pressão em câmara fria é perfeita. |
| Peças de alta resistência | As peças fundidas em câmara fria costumam ser mais resistentes e duráveis, o que as torna perfeitas para aplicações exigentes. |
| Maior flexibilidade de materiais | A fundição sob pressão em câmara fria é versátil e pode lidar com uma ampla gama de ligas metálicas, incluindo aquelas usadas em indústrias exigentes. |
| Melhor para peças maiores | Este método é mais eficaz para a produção de peças maiores que exigem maior durabilidade e resistência. |
| Menor risco de contaminação por metais | A separação do metal fundido do sistema de injeção reduz o risco de degradação e contaminação do metal. |
Principais desvantagens da fundição sob pressão em câmara fria
| Desvantagens | Descrição |
| Tempo de ciclo mais lento | A fundição sob pressão em câmara fria envolve mais etapas, como o enchimento da câmara com metal fundido, o que resulta em ciclos de produção mais lentos. |
| Custos de equipamentos mais elevados | Os componentes adicionais necessários, como conchas de fundição e câmaras separadas, aumentam os custos totais do equipamento. |
| Configuração mais complexa | A fundição sob pressão em câmara fria envolve uma configuração e manutenção mais complexas devido à necessidade de componentes adicionais para lidar com o metal fundido. |
Diferenças importantes entre fundição sob pressão em câmaras frias e quentes
As principais diferenças entre a fundição sob pressão em câmara quente e em câmara fria são apresentadas na tabela a seguir:
| Recurso | Fundição sob pressão em câmara quente | Fundição sob pressão em câmara fria |
| Ponto de fusão dos materiais | Adequado para metais de baixo ponto de fusão, como zinco, magnésio e chumbo. | Adequado para metais com alto ponto de fusão, como alumínio, latão e ligas de cobre. |
| Tempo de ciclo | Mais rápido devido à conexão direta com o metal fundido. | Mais lento devido à necessidade de despejar metal fundido na câmara com uma concha |
| Custo do equipamento | Custo mais baixo devido ao menor número de componentes mecânicos. | Custo mais elevado devido à necessidade de componentes e equipamentos adicionais. |
| Aplicativo | Peças pequenas, produção em grande volume, ligas de baixo ponto de fusão. | Peças maiores e mais resistentes, feitas de metais com alto ponto de fusão. |
| Resistência das peças | Menor resistência, ideal para componentes decorativos ou leves. | Maior resistência, adequado para componentes automotivos, aeroespaciais e industriais. |
| Risco de Contaminação | Maior risco de contaminação devido à exposição direta ao metal fundido. | Menor risco de contaminação devido à separação do metal fundido do sistema de injeção. |
| Manuseio de Materiais | A câmara fica imersa em metal fundido, o que a torna ideal para ligas de baixo ponto de fusão. | O metal fundido é despejado na câmara com uma concha, tornando-a versátil para diversos metais. |
Aplicações da fundição sob pressão em câmara quente e câmara fria
A fundição sob pressão em câmara quente e em câmara fria é empregada em diversos setores industriais, mas possui aplicações ideais diferentes, dependendo do tipo de material, tamanho da peça e requisitos de resistência.
Aplicações da fundição sob pressão em câmara quente
- Peças automotivas:Componentes pequenos como carburadores, peças de motor e caixas elétricas que exigem alta precisão.
- Eletrônicos de consumo:Peças pequenas e complexas, como conectores, invólucros e gabinetes, feitas de ligas de zinco e magnésio.
- Dispositivos médicos:Peças que exigem detalhes minuciosos e superfícies lisas, como invólucros para equipamentos e ferramentas médicas.
- Hardware:Itens decorativos e outras peças leves utilizadas em móveis, sistemas hidráulicos e elétricos.
Aplicações da fundição sob pressão em câmara fria
- Indústria Automotiva:Peças maiores e de alta resistência, como blocos de motor, caixas de transmissão e rodas, são feitas de ligas de alumínio e cobre.
- Aeroespacial:Componentes robustos e duráveis, como pás de turbina, suportes e carcaças, feitos de metais com alto ponto de fusão, como ligas de alumínio.
- Maquinaria pesada:Componentes que exigem alta durabilidade, como peças hidráulicas e máquinas industriais.
- Equipamentos eletrônicos e elétricos:Componentes que exigem excelentes propriedades térmicas e mecânicas, incluindo conectores, invólucros e dissipadores de calor feitos de ligas de alumínio.
Considerações sobre os materiais para ambos os métodos de fundição sob pressão
A escolha da técnica de fundição sob pressão a ser utilizada depende, em grande parte, da escolha dos materiais. A fundição sob pressão em câmara quente é ideal para ligas de zinco, magnésio e chumbo, que possuem pontos de fusão mais baixos e fluem facilmente para os moldes. Esses materiais são ideais para peças pequenas e complexas, mas oferecem menor resistência em comparação com metais processados por fundição sob pressão em câmara fria.
Em contrapartida, a fundição sob pressão em câmara fria é ideal para alumínio, cobre e latão, que possuem pontos de fusão mais elevados e exigem sistemas de injeção mais robustos. Esses metais proporcionam maior resistência, resistência térmica e durabilidade, tornando-os adequados para peças maiores e mais complexas utilizadas em indústrias como a automotiva e a aeroespacial.