
Geschmiedete Flansche sind hochfeste Rohrverbinder, die aus massiven Schmiedeteilen gefertigt werden. Im Vergleich zu gegossenen oder geschweißten Flanschen bieten sie eine überlegene Maßgenauigkeit, Zähigkeit und Zuverlässigkeit unter hohem Druck und hohen Temperaturen.
Wichtige Flanschnormen wie ASME B16.5/B16.47 (USA) und EN1092-1 (Europa) legen Druckklassen, Dichtflächentypen, Abmessungen und Werkstoffe für Schmiedeflansche fest.
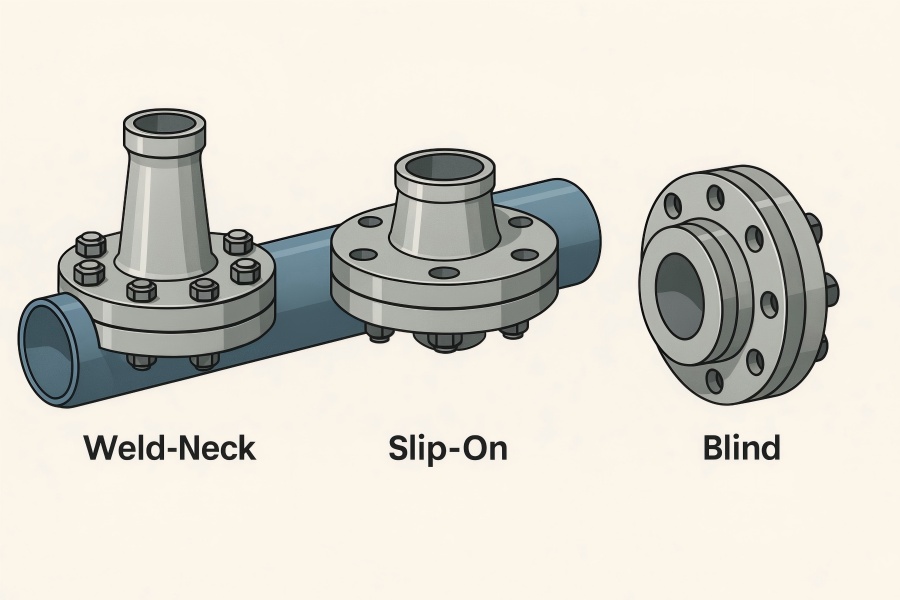
Bei geschmiedeten Flanschen sind Vorschweißflansche, Aufschiebflansche und Blindflansche drei weit verbreitete Ausführungen, die jeweils für bestimmte Einsatzumgebungen geeignet sind.
Vorschweißflansch
Schweißflansche, oft auch als Hochnaben- oder Kegelnabenflansche bezeichnet, besitzen eine lange, konische Nabe, die zum direkten Stumpfschweißen an ein Rohr vorgesehen ist. Sie werden typischerweise aus Schmiedestahl gefertigt, um maximale Festigkeit zu gewährleisten.
| Vorteile | Nachteile |
| Ausgezeichnete mechanische Festigkeit | Höhere Kosten und höheres Gewicht |
| Geeignet für hohe Drücke/Temperaturen | Komplexe Schweiß- und Montagearbeiten |
| Sehr geringes Leckagerisiko | Erfordert engere Toleranzen |
Druck- und Temperaturverhalten
Diese Flansche eignen sich ideal für Anwendungen mit hohem Druck, hohen Temperaturen und hohen Belastungen. Durch das Schweißen werden die Spannungen gleichmäßig im Rohrkörper verteilt, wodurch Spannungsspitzen minimiert werden. Sie wurden bereits erfolgreich bei Drücken bis zu 5.000 psi eingesetzt.
Spezifikationen und Normen
Schweißflansche, die unter ASME B16.5 und B16.47 fallen, werden in Druckklassen von 150 bis 2500 (ASME) oder PN-Nennwerten nach EN 1092-1 angeboten. Je nach Anwendungsbedarf sind verschiedene Dichtflächentypen erhältlich, darunter Flansche mit erhöhter Dichtfläche, Flachflansche, Nut-und-Feder-Flansche und Ringflansche.
Typische Anwendungen
- Petrochemische Anlagen, Öl- und Gaspipelines.
- Energieerzeugung und Hochtemperaturdampfsysteme.
- Kryogene Leitungen.
- Nuklear- und Prozessindustrie, wo Robustheit und Dichtheit von entscheidender Bedeutung sind.
Aufschiebflansch
Aufschiebflansche werden über das Rohrende geschoben und anschließend an Innen- und Außenflächen kehlgeschweißt. Sie haben eine durchgehende Bohrung und lassen sich in der Fertigung deutlich einfacher ausrichten.
| Vorteile | Nachteile |
| Geringere Kosten und Gewicht | Niedrige Druck-/Temperaturfähigkeit |
| Lässt sich einfach durch Überschieben über das Rohr ausrichten | Eine Kehlnaht ist weniger robust als eine Stumpfnaht. |
| Gut geeignet für die Installation vor Ort | Geringfügige Einschränkung der Bohrungsdurchgängigkeit |
Druck- und Temperaturverhalten
Obwohl sie einen geringeren Widerstand als Schweißflansche bieten, eignen sich Aufschweißflansche für den Einsatz bei mittleren Drücken und Temperaturen, üblicherweise bis zur Klasse 300 oder 600, je nach Material.
Kosten und Installation
Sie sind in der Regel günstiger als Schweißhalskupplungen, und zwar in beiden Fällen. Schmieden und die Installationskosten, insbesondere bei Niederdruck- oder unkritischen Anwendungen. Ausrichtung und Schweißen sind einfacher, wodurch sich die Fertigungszeit verkürzt.
Typische Anwendungen
- Allgemeine Rohrleitungen für niedrige bis mittlere Drücke.
- Heizungs-, Lüftungs- und Klimaanlagen, Wasserverteilung.
- Chemische Verfahrenstechnik, bei der Geschwindigkeit und Wirtschaftlichkeit entscheidend sind.
Blindflansch
Zum Abdichten des Endes eines Behälters oder einer Rohrleitung dient ein Blindflansch. Dieser besteht aus einer massiven Scheibe, die über die Rohrbohrung geschoben und mit einem passenden Flansch verbunden wird. Er wird ebenfalls aus Schmiedeteilen gefertigt und entspricht den Spezifikationen anderer Druckklassenflansche.
| Vorteile | Nachteile |
| Maximale Dichtungsfähigkeit | Kein Durchflussweg (Flüssigkeiten können nicht passieren) |
| Hält hohem Druck und hohen Temperaturen stand. | Schwer und sperrig |
| Nützlich für Test- und Wartungszwecke | Für ausreichende Festigkeit ist ein vollständiger Lochkreis erforderlich. |
Funktion & Verwendung
Blindflansche erfüllen zwei Hauptfunktionen:
- Dauerhafter Endverschluss (z. B. Abdichten von Leitungsenden oder Tanköffnungen).
- Prüfpunkt – wird bei hydrostatischen Prüfungen oder Inspektionen verwendet, wenn durch die Demontage die Rohrinnenwand freigelegt wird.
Gestaltungsüberlegungen
Da Blindflansche vollflächige Abdeckscheiben sind, müssen sie dem vollen Innendruck des Systems standhalten. Dies führt zu hohen Schraubenlasten und Drehmomentanforderungen, insbesondere bei höheren Druckstufen.
Anwendungen
- Rohrendkappen (permanent oder temporär).
- Druckprüfung von Zugangspunkten in Prozessanlagen.
- Düsenabdeckungen und Absperrpunkte der Ausrüstung.
Vergleichende Analyse
| Besonderheit | Schweißhals | Slip-On | Blind |
| Material & Fertigung | Geschmiedet, stumpfgeschweißt, hohe Präzision | Geschmiedet, kehlgeschweißt, bessere Passform | Geschmiedete Vollscheibe |
| Druck-/Temperaturbereich | Sehr hoch (bis zu ~5.000 psi) | Mittel (typisch für Klasse 150–600) | Voller Druck, Bolzenladung |
| Spannungsverteilung | Hervorragend durch konische Nabe | Weniger Stressklasse | nur Bolzenspannung |
| Ausrichtung & Installation | Erfordert Ausrichtung und Präzision | Einfache Ausrichtung | Einfache Platzierung |
| Kosten | Höchste der drei | Niedrigster | Mittel (abhängig von der Bewertung/dem Material) |
| Typische Anwendungsfälle | Kritische Prozesslinien | Wirtschaftliche Routen | Bereinigung, Tests, Systemschließung |
Materialüberlegungen und Normen
Geschmiedete Flansche Üblicherweise werden Werkstoffe gemäß ASME SA-105 (Kohlenstoffstahl), SA-182 (legierter Edelstahl) oder gleichwertigen EN-Stählen verwendet. Die Werkstoffwahl bestimmt die kompatiblen Temperatur- und Druckwerte gemäß den Normen ASME B16.5/B16.47.
Gesichtsformen variieren:Dichtfläche mit erhöhtem Dichtrand für allgemeine Anwendungen, Dichtfläche mit flachem Dichtrand beim Zusammenfügen mit Dichtflächen ohne erhöhten Dichtrand (oft aus Sicherheitsgründen), Nut- und Feder- oder Ringdichtung für hohe Dichtheit in druckkritischen oder Dampfsystemen.
Auswahlrichtlinien und technische Überlegungen
Bei der Auswahl zwischen Vorschweiß-, Aufschieb- oder Blindflanschen müssen verschiedene technische und praktische Faktoren bewertet werden, um Systemintegrität, Kosteneffizienz und Langzeitleistung zu gewährleisten:
- Druckklasse und Sicherheitsmargen:Bei Hochdruckleitungen oder Systemen, die nahe an den Auslegungsgrenzen betrieben werden, sind Schweißflansche aufgrund ihrer überlegenen Spannungsverteilung und strukturellen Festigkeit die bevorzugte Wahl.
- Temperaturextreme:In Umgebungen mit sehr hohen Temperaturen (z. B. Dampfleitungen) oder kryogenen Bedingungen (z. B. LNG-Systeme) sind Schweißflansche aufgrund ihrer nahtlosen Verbindung und ihrer Beständigkeit gegenüber thermischen Ausdehnungsspannungen am besten geeignet.
- Systemkritikalität:Bei kritischen Versorgungsleitungen, wie beispielsweise solchen, die gefährliche Flüssigkeiten oder Gase transportieren, bieten Schweißflansche eine höhere Zuverlässigkeit und ein geringeres Leckagerisiko und sind daher ideal für unternehmenskritische Anwendungen.
- Installationsumgebung:In beengten oder schwer zugänglichen Bereichen, wo eine präzise Ausrichtung schwierig und der Zugang zum Schweißen eingeschränkt ist, ermöglichen Aufschiebflansche eine einfachere Montage und Ausrichtung, insbesondere bei Nachrüstungen oder vorgefertigten Baugruppen.
- Zukünftiger Zugriffs- oder Testbedarf:Blindflansche sind unerlässlich, wenn regelmäßige Wartungsarbeiten, Inspektionen oder Druckprüfungen erforderlich sind. Sie ermöglichen eine einfache Systemisolierung, ohne dass eine aufwendige Demontage oder ein Eingriff in die Rohrleitung notwendig ist.
- Kosten-Nutzen-Verhältnis:In unkritischen Niederdrucksystemen bieten Aufschiebflansche oft eine wirtschaftliche Lösung mit akzeptabler Leistung, insbesondere dort, wo einfache Montage und geringere Anschaffungskosten Priorität haben.
Die richtige Flanschauswahl gewährleistet nicht nur die Einhaltung der ASME/EN-Normen, sondern auch eine optimale Lebensdauerleistung unter den vorgesehenen Betriebsbedingungen.
Schweißverfahren und Qualitätssicherung
- Bei Vorschweißflanschen ist eine vollständige Durchschweißung der Stumpfnaht erforderlich, die typischerweise durch zerstörungsfreie Prüfverfahren (ZfP) wie Radiographie oder Ultraschallprüfung verifiziert wird.
- Aufschiebflansche verwenden Kehlnähte sowohl innen als auch außen; akzeptabel für Anwendungen mit geringerem Risiko, erfordern aber dennoch eine Sichtprüfung und/oder zerstörungsfreie Prüfung.
- Die Verschraubung von Blindflanschen muss den Drehmoment- und Dichtungsspezifikationen gemäß ASME B16.5 entsprechen; die Flanschschrauben müssen mit dem Dichtungstyp (z. B. Spiraldichtung, Ringdichtung) kompatibel sein.
Die Werkstoffe und Schweißverfahren müssen je nach Branche den Normen ASME B31.3 (Prozessrohrleitungen) oder B31.1 (Kraftwerksrohrleitungen) entsprechen, einschließlich Vorwärmen, Wärmebehandlung nach dem Schweißen (PWHT) und Kompatibilität mit dem Rohrleitungsmaterial.
Praktische Fallstudien
Hochdruck-Zulaufverteiler für petrochemische Raffinerien
Schweißflansche verbinden Rohre aus legiertem Stahl der Klasse 1500 bei 900°F und bieten eine außergewöhnliche Beständigkeit gegen thermische Spannungen, gewährleisten eine dichte Abdichtung und erhalten die langfristige Zuverlässigkeit bei kontinuierlichen Hochdruck-Kohlenwasserstoffverarbeitungsprozessen aufrecht.
Kommunale Wasseraufbereitungsanlage
Aufschiebflansche werden an Rohrleitungen aus Baustahl der Klasse 150 montiert und ermöglichen eine schnelle Ausrichtung und Verschweißung. Sie eignen sich ideal für Niederdrucksysteme mit geringer kritischer Infrastruktur, bei denen die öffentliche Wasserversorgung eine schnelle Installation und Wirtschaftlichkeit erfordert.
Absperröffnung am Druckbehälter
Blindflansche dienen als temporäre Verschlüsse an Behälterstutzen und ermöglichen Druckprüfungen und interne Inspektionen. Sie machen dauerhafte Schweißarbeiten überflüssig und bieten einfachen Zugang bei Wartungsarbeiten oder zukünftigen Rohrleitungserweiterungen.
Zusammenfassung & Bewährte Verfahren
- Weld-Neck = erstklassige Festigkeit, Spannungsverteilung und hochdichte Abdichtung, ideal für kritische Anwendungen mit hohem Druck und hohen Temperaturen.
- Slip-On = wirtschaftlich und einfach zu installieren, geeignet für moderate Betriebsbedingungen, Wartungszonen oder kostensensible Leitungen.
- Blindstopfen sind unerlässlich zum Abdichten von Rohrleitungsenden und zum Bereitstellen von Zugangs-/Prüfpunkten bei voller Drucktragfähigkeit.
Empfohlener Auswahlablauf:
- Definieren Sie die Systemdruckklasse und die Temperatur.
- Kritikalität und regulatorische/technische Vorschriften beurteilen.
- Wählen Sie den Flanschtyp, der hinsichtlich Auswuchtleistung, Kosten und Installationsmöglichkeit ausgewählt wird.
- Material und Oberflächenart gemäß der geltenden Norm angeben.
- Stellen Sie sicher, dass die Verschraubungs-, Schweiß- und Inspektionsprozesse den Sicherheitsvorschriften und den branchenüblichen Best Practices entsprechen.