
Die Toleranzberechnung beim Feinguss legt fest, wie stark ein gefertigtes Metallteil von seinen Konstruktionsabmessungen abweichen darf, ohne dass dies für Funktion, Montage und Leistung als akzeptabel empfunden wird.
Bei Präzisionsmetallbauteilen, die in der Luft- und Raumfahrt, der Automobilindustrie, der Medizintechnik und im Industrieanlagenbau eingesetzt werden, ist das Verständnis der Toleranzberechnung unerlässlich, um qualitativ hochwertige Ergebnisse zu erzielen und die Kosten zu kontrollieren.
Was versteht man unter Feingusstoleranz?
In der Fertigung bezeichnet Toleranz die zulässige Abweichung von einem vorgegebenen Maß. FeingussBei diesem Verfahren, bei dem geschmolzenes Metall Wachsmodelle in einer Keramikschale ersetzt, berücksichtigen Toleranzen Abweichungen aufgrund des Materialverhaltens, thermischer Effekte und der Präzision der Werkzeuge.
Diese Toleranzen definieren zulässige Bereiche für Merkmale wie Durchmesser, Wandstärke, Bohrungspositionen und Formgebung. Realistische Toleranzen gewährleisten, dass die Bauteile die Leistungsanforderungen erfüllen und gleichzeitig der Prüfaufwand und die Produktionskosten kontrolliert werden.
Grundbegriffe der Toleranz
Bevor wir uns mit der Berechnung von Toleranzen befassen, ist es hilfreich, einige grundlegende Konzepte zu verstehen:
Nennmaß
Die Nennmaße sind die in der Konstruktionsdokumentation oder im CAD-Modell angegebenen Ideal- oder Zielmaße.
Tatsächliche Abmessungen
Die tatsächliche Abmessung ist die gemessene Größe eines physischen Teils nach dem Besetzungund alle abschließenden Arbeitsschritte.
Toleranzband
Die Toleranz wird typischerweise als Bandbreite um den Nennwert angegeben:
Plus/Minus-Format:z.B.,Ø50,00 ± 0,10 mmbedeutet, dass der Teil zwischen49,90 mm und 50,10 mmDie
Limit-Format:z.B.,49,90 / 50,10 mmDie
Geometrische Toleranzen
Geometrische Toleranzen regeln Aspekte der Form und der Beziehung zueinander und nicht nur die Größe, einschließlich Ebenheit, Rundheit, Rechtwinkligkeit und Konzentrizität.
Das Verständnis dieser Konzepte ist für eine korrekte Toleranzberechnung unerlässlich.
Typische Toleranzbereiche beim Feinguss
Die Toleranzen beim Feinguss variieren je nach Bauteilgröße, Material und geometrischer Komplexität. Die folgenden Tabellen enthalten gängige Toleranzbereiche, die auf Produktionserfahrung im Präzisionsguss basieren und an folgenden Stellen gemessen wurden:Gussteilevor jeglicher Nachbearbeitung.
Tabelle der Maßtoleranzen
| Nennabmessung (mm) | Typische Toleranz (± mm) | Anmerkungen |
| Bis zu 10 | 0,08 | Kleine Merkmale |
| 10–25 | 0,10 | Klein bis mittel |
| 25–50 | 0,15 | Mittlere Abmessungen |
| 50–100 | 0,25 | Größere Komponenten |
| 100–200 | 0,40 | Strukturteile |
| >200 | 0,60–0,80 | Sehr große Merkmale |
Diese Bereiche spiegeln typische Leistungsmerkmale in kontrollierten Gießumgebungen wider. Die tatsächliche Leistungsfähigkeit des Lieferanten kann abweichen.
Tabelle der geometrischen Toleranzen
| Geometrisches Merkmal | Typischer Toleranzbereich | Typische Anwendung |
| Ebenheit | 0,05–0,15 mm | Passflächen |
| Rundheit | 0,03–0,10 mm | Zylindrische Bohrungen |
| Senkrechtigkeit | 0,05–0,15 mm | Merkmalsorientierung |
| Konzentrizität | 0,05–0,15 mm | Drehteile |
| Parallelität | 0,05–0,15 mm | Gegensätzliche Oberflächen |
Diese geometrischen Toleranzen ergänzen die Maßtoleranzen, indem sie sicherstellen, dass wesentliche Oberflächenbeziehungen innerhalb akzeptabler Abweichungen liegen.
Wie die Toleranz beim Feinguss berechnet wird
Die Toleranzberechnung im Feingussverfahren erfordert das Verständnis der funktionalen Anforderungen, die Berücksichtigung der Prozessfähigkeit und die Festlegung von Toleranzbereichen für jede kritische Abmessung. Hier ist ein strukturierter Ansatz:
Schritt 1: Kritische Dimensionen identifizieren
Nicht alle Abmessungen sind gleich wichtig. Ermitteln Sie zunächst, welche Merkmale Funktion, Montage oder Leistung beeinflussen. Beispiele hierfür sind:
- Lagerpassungen
- Dichtflächen
- Wellendurchmesser
- Ebenheit des Montageflansches
Diese Merkmale erfordern oft engere Toleranzen als sekundäre Befestigungspunkte oder unkritische Oberflächen.
Schritt 2: Nennabmessungen festlegen
Die Nennmaße ergeben sich aus der Konstruktionsabsicht oder den CAD-Spezifikationen. Sie dienen als Grundlage für die Toleranzberechnung.
Schritt 3: Referenzprozessfähigkeit
Anhand von Basistoleranztabellen (wie oben dargestellt) oder Lieferantenleistungsdaten lässt sich ermitteln, welche Abweichung für den Gießprozess realistisch ist.vorNach der Bearbeitung. Diese Toleranzbereiche basieren häufig auf Folgendem:
- Nenngrößenbereiche
- Material und Verhalten während der Erstarrung
- Typisches Präzisionsniveau der Gießerei
Schritt 4: Toleranzbänder zuweisen
Weisen Sie jeder kritischen Abmessung Toleranzen basierend auf den funktionalen Anforderungen und der Prozessfähigkeit zu. Enge Toleranzen sind für Abmessungen mit direkter funktionaler Auswirkung reserviert, während für nicht kritische Merkmale größere Toleranzen gelten.
Schritt 5: Geometrische Toleranzen berücksichtigen
Berücksichtigen Sie neben den Größentoleranzen auch geometrische Toleranzen, bei denen Form oder Ausrichtung die Funktion beeinflussen.
Schritt 6: Überprüfen und zusammenarbeiten
Arbeiten Sie mit Lieferanten und Qualitätsingenieuren zusammen, um zu überprüfen, ob die berechneten Toleranzen erreichbar sind, und passen Sie die Werte auf der Grundlage detaillierter Prozessdaten an.
Beispiel für eine Toleranzberechnung
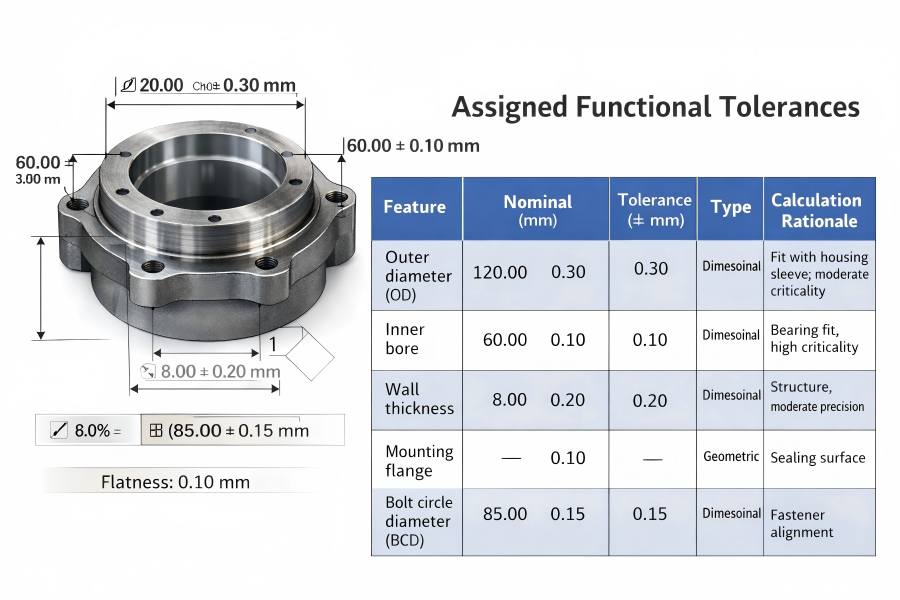
Betrachten wir ein detailliertes Beispiel zur Toleranzberechnung für ein Präzisionsgetriebegehäuse. Angenommen, ein Bauteil weist die folgenden Hauptmerkmale auf:
- Außendurchmesser (AD):Nennwert 120,00 mm
- Innenbohrung (IB):Nennwert 60,00 mm
- Wandstärke (WT):Nennwert 8,00 mm
- Ebenheit des Montageflansches:Für die Abdichtung erforderliche Oberfläche
- Lochkreisdurchmesser (BCD):Nennmaß 85,00 mm
Zugewiesene funktionale Toleranzen
Die nachstehende Tabelle zeigt die Toleranzzuordnung basierend auf den funktionalen Anforderungen und der Gießprozessfähigkeit:
| Besonderheit | Nennwert (mm) | Toleranz (± mm) | Typ | Berechnungsbegründung |
| Außendurchmesser (AD) | 120,00 | 0,30 | Dimensional | Passend für Gehäusehülse; mittlere Kritikalität |
| Innenbohrung (IB) | 60,00 | 0,10 | Dimensional | Lagerpassung, hohe Kritikalität |
| Wandstärke (WT) | 8.00 | 0,20 | Dimensional | Struktur, mittlere Präzision |
| Ebenheit des Montageflansches | — | 0,10 | Geometrisch | Dichtfläche |
| Lochkreisdurchmesser (BCD) | 85,00 | 0,15 | Dimensional | Ausrichtung der Befestigungselemente |
Dieses Beispiel vereint Maß- und Geometrietoleranzen, um den realen Anforderungen des Gussverfahrens und den Möglichkeiten des Prozesses gerecht zu werden.
Faktoren, die die Toleranzberechnung beeinflussen
Die Toleranzergebnisse hängen von mehr als nur der Nenngröße ab. Mehrere Einflussfaktoren bestimmen, welche Toleranz eine Gießerei realistisch erreichen kann.
Teilegeometrie
Komplexe Formen, schlanke Wände und abrupte Querschnittsänderungen stellen die Toleranzkontrolle vor große Herausforderungen. Unterschiedliche Abkühlgeschwindigkeiten führen zu ungleichmäßiger Schrumpfung und Abweichungen.
Designer sollten Folgendes anstreben:
- Gleichmäßige Wandstärke
- Sanfte Übergänge zwischen den Funktionen
- Reduzierte Querschnittsvarianz
Diese Konstruktionspraktiken machen die Toleranzkontrolle besser vorhersagbar.
Materialeigenschaften
Unterschiedliche Legierungen erstarren und schrumpfen auf unterschiedliche Weise:
- Edelstahlweisen oft ein vorhersehbares Schrumpfungsverhalten auf.
- NickellegierungenAufgrund höherer Schwundraten könnten größere Toleranzgrenzen erforderlich sein.
- Titan und exotische Legierungenkann große thermische Schwankungen aufweisen, die die Toleranz beeinflussen.
Das Materialverhalten muss die Toleranzzuweisung beeinflussen.
Werkzeugpräzision
Die Qualität der Wachsformen und der Werkzeuge für die Keramikform hat direkten Einfluss auf die Reproduzierbarkeit der Muster. Werkzeuge mit höherer Präzision ermöglichen engere Toleranzen.
Berücksichtigen Sie folgende Werkzeugfaktoren:
- Mehrfachhohlraummuster erfordern aufeinander abgestimmte Hohlräume.
- Der Werkzeugverschleiß im Laufe der Zyklen kann die Toleranzabweichung vergrößern.
- Präzisionspolieren und Ausrichten verbessern die Toleranzgenauigkeit
Prozessstabilität und -steuerung
Stabile Wachsinjektion, Trocknung der Gussschale, Ofensteuerung und Gießtemperaturmanagement verbessern die Maßgenauigkeit. Gießereien mit leistungsstarken Prozessüberwachungssystemen erzielen in der Regel eine höhere Toleranzkonstanz.
Produktionsvolumen
Bei Kleinserien oder Prototypenfertigung werden häufig gedruckte oder provisorische Werkzeuge verwendet, was zu größeren Toleranzbereichen führt. Mit steigender Stückzahl lohnt sich die Investition in präzisere Werkzeuge und Prozessoptimierungen, wodurch engere Toleranzen ermöglicht werden.
Toleranz- und Kostenfolgen
Die Herstellungskosten werden direkt von der Toleranzgenauigkeit beeinflusst:
- Für engere Toleranzen werden präzisere Werkzeuge benötigt.
- Längere Mess- und Prüfzeiten
- Potenzial für höheren Ausschuss und Nacharbeit
- Eine Nachbearbeitung nach dem Gießen kann erforderlich sein, um die Toleranz einzuhalten.
Das Verständnis dieses Zusammenhangs hilft Ingenieuren, Leistungsanforderungen und Wirtschaftlichkeit der Produktion in Einklang zu bringen.
Kosten vs. Toleranz Beispiel
| Toleranzkategorie | Kostenauswirkungen | Typische Merkmale |
| Standard | Ausgangswert | Nicht kritische Teile |
| Mäßig | +15–30 % | Allgemeine Funktionsmerkmale |
| Eng | +30–60% | Präzisionsschnittstellen |
| Extrem eng | +60%+ | kritische Merkmale in der Luft- und Raumfahrt/Medizin |
Diese Tabelle veranschaulicht, wie Toleranzerwartungen die Kosten in realen Produktionsumgebungen beeinflussen.
Prüfmethoden zur Toleranzüberprüfung
Die Qualitätskontrolle stellt sicher, dass die Gussteile nach der Herstellung innerhalb der vorgegebenen Toleranzbereiche liegen. Gängige Prüfverfahren sind:
Koordinatenmessmaschine (KMM)
Koordinatenmessgeräte (KMG) messen dimensionale und geometrische Merkmale mit hoher Genauigkeit, was für die Toleranzprüfung von Präzisionsbauteilen unerlässlich ist.
Optische und Laserscanner
Die berührungslose Abtastung erfasst die detaillierte Oberflächengeometrie und generiert 3D-Daten zum Vergleich mit Konstruktionsmodellen.
Messgeräte und Sondervorrichtungen
Gut/Schlecht-Lehren, Lehrdornen und Prüfvorrichtungen ermöglichen schnelle Gut/Schlecht-Prüfungen bei der Inspektion großer Stückzahlen.
Traditionelle Handwerkzeuge
Messschieber, Mikrometer und Höhenmessgeräte eignen sich gut für schnelle Kontrollen mittlerer Toleranzen.
Statistische Prozesskontrolle (SPC)
SPC verfolgt Dimensionsdaten im Zeitverlauf, um Abweichungen und potenzielle Produktionsfehler außerhalb der Toleranz zu erkennen, bevor es zu teurem Ausschuss kommt.