
Several key elements govern the lifespan of tailor-made cast spare components: material selection, structural shape, casting finish, heat treatment, machining process, fitting and regular maintenance.
Unified systematic control lowers abrasion loss, shortens downtime, slashes replacement expenditure and markedly boosts long-term service dependability.
Improvement at a Glance
| Improvement Method | Main Focus | Typical Result |
| Analyze Actual Failure Conditions | Wear, impact, heat, corrosion | Avoids incorrect part specifications |
| Select the Right Material | Alloy properties and operating environment | Improves resistance to dominant damage |
| Optimize Part Geometry | Thickness, transitions, stress distribution | Reduces cracking and uneven wear |
| Control the Casting Process | Porosity, shrinkage, inclusions | Improves internal integrity |
| Apply Suitable Heat Treatment | Hardness, toughness, microstructure | Balances wear resistance and strength |
| Improve Machining and Surface Protection | Fit, finish, coating | Reduces local stress and surface damage |
| Strengthen Inspection and Maintenance | Quality records and operating feedback | Prevents repeated failure patterns |
Analyze the Real Failure Conditions
Check defective worn parts before replacement to analyze problems related to loading, contact matching, temperature, lubrication, rust and mounting errors. Merely reproducing drawings will carry over latent flaws, with no way to trace failure origins or support structural upgrades.
Common failure conditions:
- Abrasive material contact
- Repeated impact loading
- Corrosive liquid or gas exposure
- High-temperature oxidation
- Thermal cycling
- Misalignment or vibration
- Insufficient lubrication
- Local overload
The first question should therefore be: Which failure mechanism controls the replacement interval?
Match the Material to the Dominant Damage
Long service life cannot be guaranteed merely by adopting the hardest material. Though higher hardness helps boost wear resistance, it tends to weaken impact toughness. Besides, alloys with superior anti-corrosion performance are often redundant for machinery operating under dry working conditions.
Material selection should consider several factors together:
- Abrasion resistance
- Impact toughness
- Tensile strength
- Corrosion resistance
- Heat resistance
- Weldability
- Machinability
- Repair requirements
Custom cast parts last longer by reinforcing wear zones with added thickness, inserts, hardfacing, or coatings instead of upgrading everything.
Optimize Geometry Instead of Adding Weight Everywhere
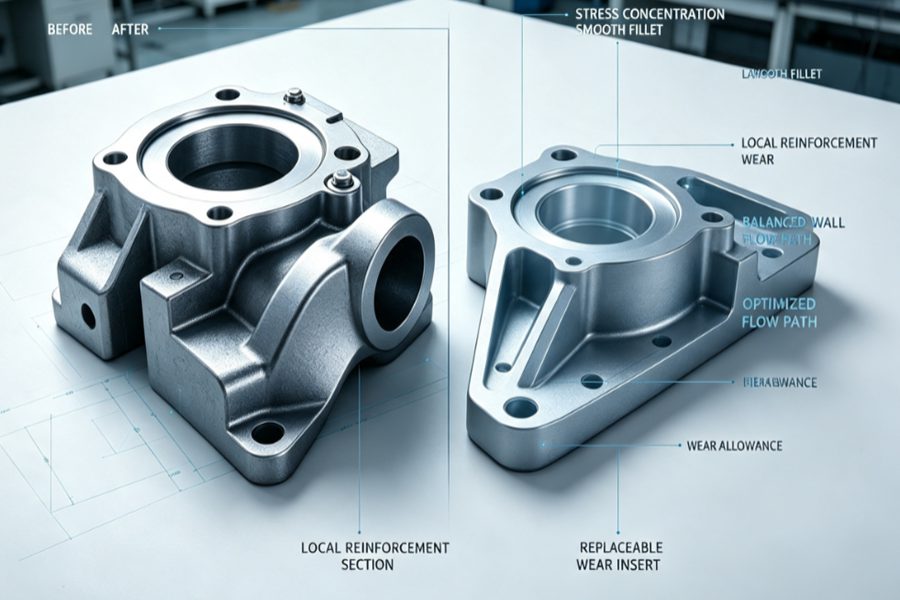
Boosting wall thickness alone barely stops component breakdown. Well-designed castings feature gentle structural transitions, round radii, balanced cross-sections and optimized force flow, which relieve stress buildup, uniformize cooling process, mitigate wear and trim excess mass.
Important design adjustments include:
- Smooth transitions between thick and thin sections
- Larger radii around corners
- Reinforcement near high-load mounting areas
- Additional wear allowance only where required
- Uniform wall thickness where possible
- Improved drainage or material-flow paths
- Reduced unsupported sections
- Replaceable wear zones
Control Internal Casting Quality
A component may meet its external dimensions and still fail early because of internal defects. Porosity, shrinkage cavities, oxide films, inclusions, and incomplete filling reduce the effective load-bearing section of the casting.
| Casting Requirement | Suitable Process Direction |
| Large structural component | Sand casting |
| Complex precision component | Investment casting |
| High-volume aluminum or zinc part | Die casting |
| Medium-volume non-ferrous component | Gravity casting |
| Internal cavities and flow channels | Casting process with controlled core design |
| Critical pressure or rotating part | Enhanced process control and inspection |
Casting process selection should reflect the part’s geometry, material, production volume, and risk level.
Optimize Hardness-Toughness Balance Through Heat Treatment
Thermal processing dictates whether cast alloys achieve target performance metrics. Even alloys with identical chemical makeup will exhibit drastically different properties if subjected to improper heating, thermal insulation, cooling or tempering operations.
Typical heat-treatment objectives:
- Stress relief
- Hardness improvement
- Toughness adjustment
- Grain refinement
- Microstructure stabilization
- Wear resistance improvement
- Dimensional stability
Uniform heat treatment for varying casting thicknesses is vital; surface hardness cannot reflect overall material performance of bulky irregular castings.
Post-machining stress relief may also be necessary for parts with:
- Large material removal
- Tight dimensional tolerances
- Long unsupported sections
- Precision mounting faces
- Asymmetric geometry
Improve Machining Accuracy, Fit, and Surface Protection
Many casting failures occur after casting forming. Inappropriate machining, ill fitting, sharp geometric changes and improper surface treatments degrade service life of qualified cast substrates.
Critical machining areas commonly include:
- Bearing seats
- Shaft bores
- Sealing faces
- Bolt holes
- Keyways
- Mounting surfaces
- Threaded connections
- Mating shoulders
Loose fits generate vibration and impact force, while over-tight assemblies bring stress and distortion. Off-centre parts rotate unevenly, and defective sealing faces cause leaks and corrosion.
Surface protection can be selected according to the operating environment:
| Surface Condition | Possible Treatment |
| Atmospheric corrosion | Paint or powder coating |
| Chemical exposure | Corrosion-resistant coating |
| Sliding wear | Hardfacing or wear coating |
| Precision contact | Grinding or polishing |
| High-temperature oxidation | Heat-resistant coating |
| Outdoor storage | Primer, oil, or protective finish |
Surface coatings are not a remedy for inferior base metal; they deliver optimal effects with well-regulated casting, thermal processing, machining and surface pretreatment.
Connect Inspection with Installation and Maintenance
Final acceptance inspection is not limited to size testing. Rational inspection schemes target regions that dominate component service durability.
Critical zones should receive more attention than non-functional surfaces. For example, a cosmetic mark on an unloaded surface may have little effect, while a small crack near a mounting hole can become a serious failure point.
A simple maintenance record should track:
- Installation Date: Service period
- Operating Hours: Performance comparison
- Wear Location: Damage concentration
- Dimensional Loss: Wear rate
- Failure Appearance: Failure type
- Machine Condition: Alignment and vibration
- Removed-Part Photos: Design improvement
Field data enables continuous optimization of replacement components; each batch is tweaked based on practical service performance rather than copying original specs.
Problems and Corrective Directions
| Observed Problem | Likely Cause | Improvement Direction |
| Rapid uniform wear | Material too soft | Adjust alloy or heat treatment |
| Local deep wear | Concentrated material flow | Add local allowance or redesign flow path |
| Cracking near corners | Stress concentration | Increase radius and smooth transitions |
| Chipping under impact | Excessive hardness | Improve toughness and tempering |
| Distortion after machining | Residual stress | Add stress-relief treatment |
| Loose assembly after operation | Incorrect fit or wear | Review machining tolerance and mating parts |
| Repeated corrosion | Wrong alloy or coating | Upgrade material and surface protection |
| Failure varies between batches | Unstable process control | Strengthen inspection and traceability |
Selecting the Right Improvement Priority
Improvement priorities vary by part. Simple covers need corrosion and dimensional control, while liners, impellers, valve bodies, and rotating hubs require stricter material, casting, heat-treatment, machining, installation, and inspection management.
A practical priority sequence is:
- Identify the actual failure mode
- Correct the material and geometry
- Stabilize casting and heat-treatment quality
- Control critical machining dimensions
- Verify installation conditions
- Record service results
- Update the next Custom part specification
Prolonged service durability demands synergistic enhancements in design, material selection, fabrication, installation and maintenance, which efficiently lower failure rates and full-lifecycle costs.