Fabricante de peças fundidas por gravidade
- Nosso serviço de fundição por gravidade oferece componentes de alta resistência e baixa porosidade, com excelente acabamento superficial e precisão dimensional.
- Ideal para ligas de alumínio e latão, é adequado para geometrias complexas, sendo perfeito para peças automotivas, aeroespaciais e industriais que exigem durabilidade, precisão e produção econômica.
- Precisão dimensional: ±0,3 mm–1,0 mm
- Acabamento da superfície: Ra 3,2 µm
- O custo das ferramentas é 30% a 60% menor do que o do HPDC
- Suporta projetos complexos com paredes finas e recortes
Etapas comuns da fundição por gravidade
Cada fundição segue uma série precisa de etapas para garantir qualidade, uniformidade e durabilidade em todos os componentes fundidos por gravidade.
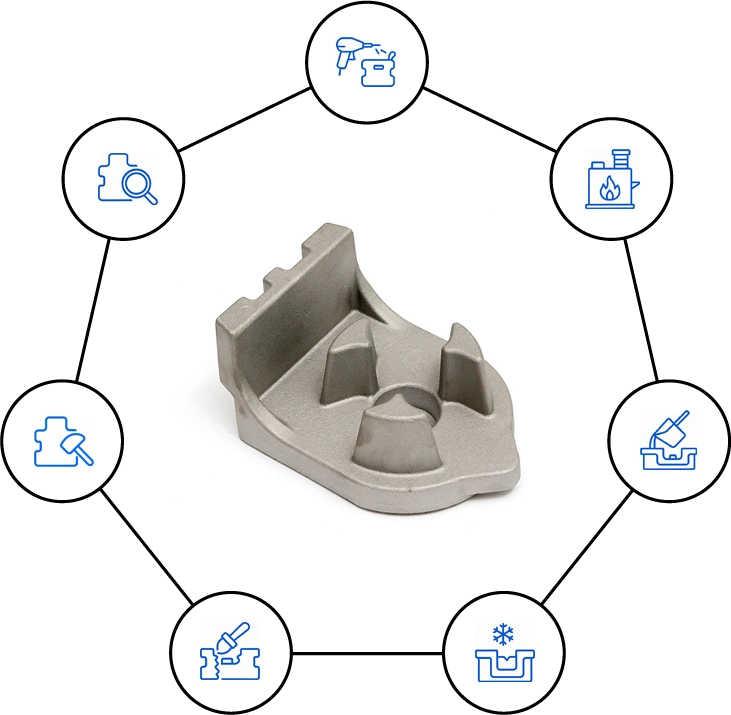
Preparação do molde
Prepare os moldes de areia ou metal limpando-os, pré-aquecendo-os e aplicando um revestimento adequado para facilitar o fluxo do metal.
Derretendo o metal
Aqueça a liga metálica escolhida em um forno controlado até que atinja a temperatura de vazamento necessária para a fundição.
Derramando o metal fundido
Despeje o metal fundido de maneira constante na cavidade do molde, aproveitando a gravidade e sem aplicar pressão externa, para garantir o preenchimento completo.
Resfriamento e solidificação
Deixe o metal fundido esfriar e solidificar naturalmente dentro do molde, formando a forma desejada da peça fundida.
Remoção de mofo
Quebre ou abra o molde com cuidado para retirar a peça solidificada sem danificar a superfície do componente acabado.
Acabamento e limpeza
Apare, rebarbe e limpe a peça fundida para remover o excesso de material e melhorar o acabamento da superfície e a precisão dimensional.
Inspeção e Controle de Qualidade
Realizar verificações dimensionais e inspeções de defeitos para garantir que a peça fundida atenda às especificações e aos padrões exigidos pelo setor.
Principais tipos de processos de fundição sob pressão
Nossa fundição sob pressão abrange vários tipos de processos, cada um deles adaptado a materiais, projetos de peças e necessidades de produção específicos. A seguir estão os tipos mais comuns:

Fundição em coquilha por gravidade
- Utiliza moldes metálicos permanentes para maior precisão e um acabamento superficial mais liso.
- Adequado para peças de alumínio ou latão, oferecendo resistência e porosidade mínima.
- O pré-aquecimento do molde e o vazamento preciso reduzem o encolhimento e melhoram a qualidade da fundição.

Fundição em areia
- Utiliza moldes de areia descartáveis para formas complexas e peças fundidas de grande porte.
- Ideal para produção em pequenas quantidades, com opções de ferramentas flexíveis e de baixo custo.
- Envolve a formação manual ou automatizada do molde, o vazamento, o resfriamento e a remoção do molde.
Materiais metálicos disponíveis
Oferecemos ligas de fundição sob pressão de alto desempenho, incluindo alumínio, zinco, magnésio, cobre (latão, bronze), chumbo, estanho e, ocasionalmente, ligas ferrosas para aplicações especiais.

Metais ferrosos
- O ferro fundido oferece resistência, durabilidade e excelentes propriedades de amortecimento de vibrações.
- O aço fundido oferece resistência, soldabilidade e durabilidade para componentes estruturais pesados.
- O aço carbono oferece boa resistência, boa usinabilidade e preço acessível para aplicações gerais de engenharia.
- O aço-liga aumenta a dureza, a resistência ao calor e a resistência mecânica para aplicações mecânicas críticas.

Metais não ferrosos
- A liga de alumínio é resistente à corrosão, leve e utilizada nas indústrias automotiva e aeroespacial.
- A liga de cobre oferece excelente condutividade, resiste à corrosão e é utilizada em componentes elétricos.
- A liga de zinco permite a fundição de alta precisão para peças pequenas, decorativas ou funcionais.
- A liga de magnésio apresenta uma elevada relação resistência/peso, sendo ideal para aplicações estruturais leves.
Tolerâncias para serviços de fundição sob pressão
Seguimos as tolerâncias padrão do setor para garantir a precisão, embora os valores reais variem de acordo com a geometria, a liga, as ferramentas e o tamanho da peça fundida. As faixas típicas incluem:
| Parâmetro de tolerância | Faixa típica | Notas |
| Precisão dimensional | ±0,3 mm a ±1,0 mm | Depende do tamanho da peça, da qualidade do molde e da liga utilizada |
| Espessura da parede | ±0,5 mm a ±1,5 mm | Paredes mais espessas melhoram a estabilidade dimensional |
| Planicidade | ±0,3 mm a ±1,0 mm | Pode variar de acordo com o tamanho da peça e a taxa de resfriamento |
| Retidão | ±0,2 mm por 100 mm | Influenciado pela contração de solidificação e pelo projeto do molde |
| Redondeza | ±0,2 mm a ±0,8 mm | Aplicável a elementos circulares e cilíndricos |
| Diâmetro do furo | ±0,3 mm a ±1,0 mm | Depende do material do núcleo e da complexidade da fundição |
| Acabamento da superfície (Ra) | Ra 3,2 µm a Ra 12,5 µm | Com base no material do molde e na técnica de revestimento |
| Tolerância angular | ±0,5° a ±1,5° | Depende do alinhamento do molde e da complexidade da peça |
| Tolerância do furo | ±0,4 mm a ±1,2 mm | Recomenda-se a usinagem secundária para encaixes apertados |
| Ângulo de inclinação | 1.º a 3.º | Necessário para facilitar a remoção do molde |
| Margem de encolhimento | 1,0% a 1,5% | Varia de acordo com a liga e a geometria |
| Espessura do revestimento | ±0,02 mm a ±0,05 mm | Aplicável a superfícies pintadas, anodizadas ou galvanizadas |
Inspeções Técnicas
Mantemos um rigoroso controle de qualidade por meio de uma combinação de técnicas de inspeção precisas que garantem a precisão dimensional, a integridade da superfície e a solidez interna de cada peça fundida.

Inspeção visual
Os inspetores examinam as peças fundidas em busca de defeitos visíveis, como rachaduras, porosidade, falhas de soldagem e fluxos irregulares, utilizando iluminação adequada e instrumentos de ampliação.
Inspeção dimensional
Utilizamos paquímetros, micrômetros e máquinas de medição por coordenadas (CMM) para garantir que todas as dimensões estejam dentro das tolerâncias especificadas, normalmente entre ±0,3 mm e ±1,0 mm.
Medição da rugosidade da superfície
O acabamento da superfície é testado com medidores de rugosidade. Os moldes polidos geralmente atingem valores de Ra que variam de 3,2 µm a 12,5 µm.
Ensaios não destrutivos
Os ensaios por penetração de corante, ultrassom e raios X detectam defeitos internos e superficiais sem comprometer a integridade da peça fundida.
Ensaio de dureza
Realizamos ensaios de dureza Brinell ou Rockwell para avaliar a resistência do material, a resistência ao desgaste e a conformidade com os requisitos de propriedades mecânicas.
Exame metalográfico
As amostras preparadas são examinadas ao microscópio para avaliar a estrutura granular, os níveis de porosidade e a uniformidade da liga em componentes metálicos fundidos por gravidade.
Testes de pressão e estanqueidade (se aplicável)
As peças fundidas destinadas a aplicações com fluidos são submetidas a testes com ar comprimido ou hidráulicos para confirmar a integridade estrutural e o desempenho da vedação sem vazamentos.
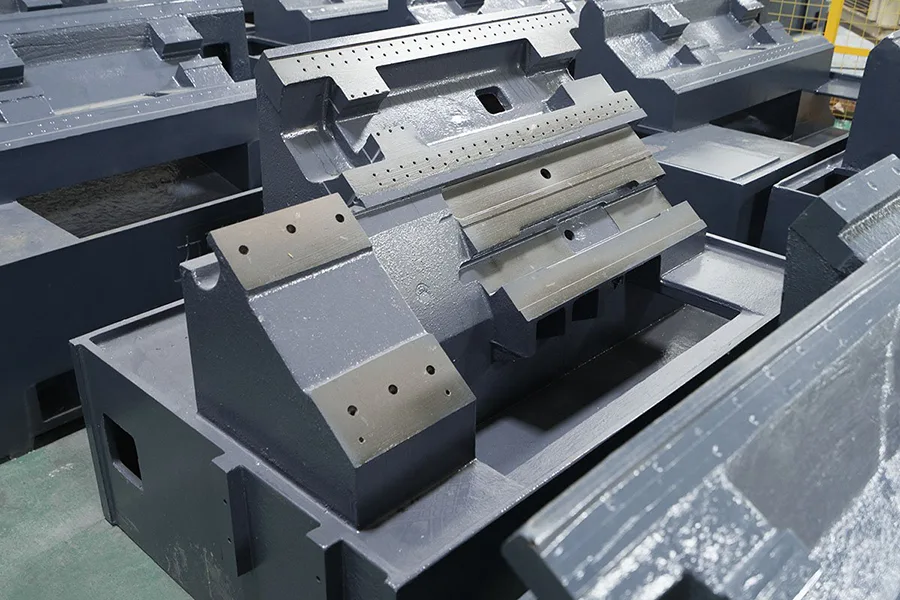
Nossas peças fundidas por gravidade






Aplicações
Nossos serviços de fundição por gravidade são amplamente utilizados em diversos setores que exigem peças metálicas resistentes, fundidas com precisão e com excelente estabilidade dimensional. As áreas de aplicação típicas incluem:
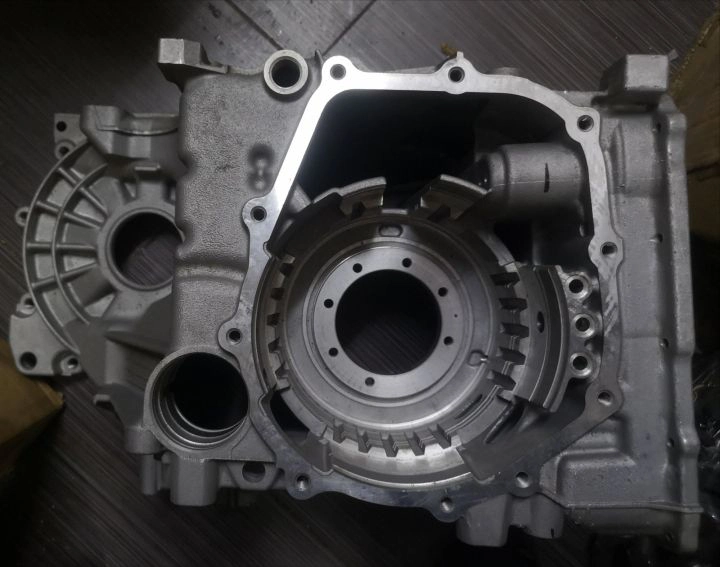


🚗 Indústria Automotiva
Fabricação de componentes de motores, caixas de câmbio, suportes, tampas de bombas de óleo e peças de transmissão que exigem resistência, precisão e durabilidade.
💨 Bombas e Válvulas
Fabricação de impulsores, volutas, corpos de válvulas e carcaças de bombas, em que a resistência à corrosão e as superfícies internas lisas são fundamentais.
🛠 Equipamentos Industriais
Fundição de bases de máquinas, suportes estruturais, carcaças de motores e peças mecânicas personalizadas para aplicações de alta resistência.
✈ Aeroespacial e Defesa
Fabricação de peças estruturais não críticas, caixas e ferragens que exigem redução de peso sem comprometer a integridade.
💡 Sistemas Elétricos e de Potência
Componentes como suportes de motor, caixas de proteção, dissipadores de calor e suportes isolantes utilizados em sistemas de transmissão e controle elétrico.
🌊Aplicações Navais
Peças fundidas resistentes à corrosão para cubos de hélices, peças de bombas de água e suportes estruturais utilizados em ambientes agressivos de água salgada.
Entre em contato conosco agora
Perguntas frequentes
Vocês oferecem suporte à modelagem 3D?
Sim, aceitamos e oferecemos suporte a arquivos CAD (STEP, IGES, etc.) para o desenvolvimento de moldes e peças.
A fundição por gravidade é adequada para peças complexas?
Sim, ele suporta complexidade moderada, incluindo núcleos e contra-cortes, embora a complexidade extrema possa exigir outros métodos, como a fundição por cera perdida.
Que tamanhos de peças vocês podem produzir?
Fundimos peças de pequeno a médio porte, geralmente com peso entre 50 gramas e 30 quilos, dependendo do molde e da liga.
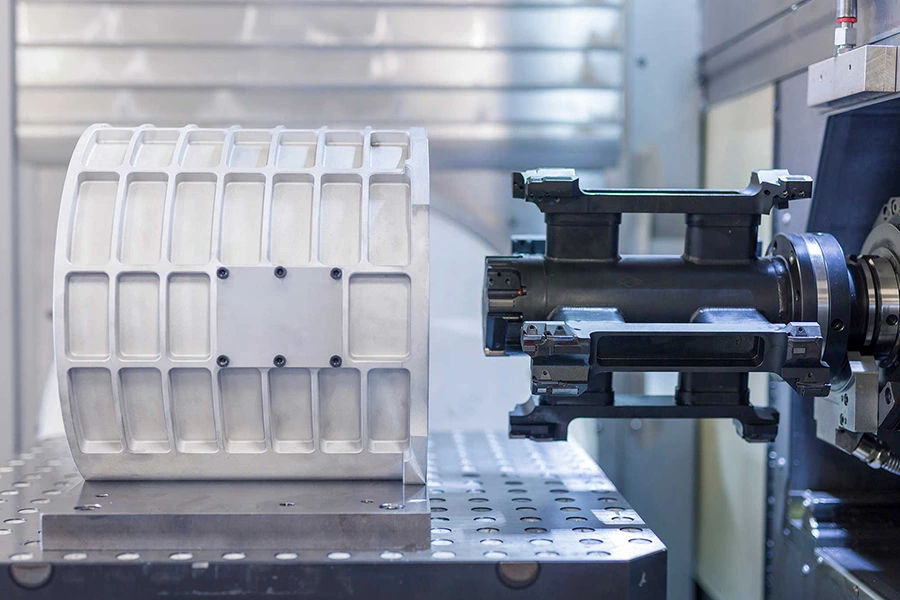
Que serviços de pós-processamento vocês oferecem?
Os serviços incluem desbaste, jateamento, usinagem CNC, tratamento térmico e revestimento de superfícies, de acordo com as necessidades do cliente.
Que tipos de testes vocês oferecem?
Oferecemos inspeção dimensional, verificações visuais, raios X, ensaio por penetração de corante e ensaios mecânicos, conforme necessário para a garantia da qualidade.
Em que difere a fundição por gravidade da fundição sob pressão?
A fundição por gravidade utiliza a gravidade, e não a pressão, o que resulta em custos de ferramentas mais baixos e menos defeitos, mas com tempos de ciclo ligeiramente mais lentos do que a fundição sob pressão.