
A forjaria continua sendo um dos métodos de fabricação mais antigos e, ao mesmo tempo, mais inovadores do mundo. Nas indústrias de precisão atuais — da automotiva à aeroespacial — os serviços de forjamento a quente evoluíram da conformação bruta de metais para um processo controlado digitalmente e com engenharia de qualidade que define a confiabilidade dos componentes modernos.
O ressurgimento da forja na era moderna
Numa altura em que a produção aditiva e a usinagem CNC dominam as manchetes, forjamento a quente Retoma discretamente seu lugar como a espinha dorsal da fabricação de equipamentos pesados. Oferece integridade mecânica incomparável, custo-benefício para grandes lotes de produção e um histórico comprovado para peças que precisam suportar alta tensão, fadiga e temperaturas extremas.
Na sequência das interrupções na cadeia de suprimentos e da escassez de materiais no início da década de 2020, fabricantes na Europa, Ásia e América do Norte redescobriram o valor estratégico das forjarias locais. As empresas de forjaria que investiram em aquecimento por indução, simulação de processos e rastreamento digital da qualidade se viram em melhor posição para atender aos OEMs que buscam resiliência e rastreabilidade.
O que é forjamento a quente?
A forjagem a quente é o processo de deformação plástica do metal a uma temperatura acima do seu ponto de recristalização. Ao contrário da forjagem a frio ou da usinagem, que podem introduzir encruamento ou desalinhamento de grãos, a forjagem a quente garante o refinamento dos grãos, a ductilidade e o alinhamento da resistência anisotrópica ao longo da forma do componente.
Faixas de temperatura típicas:
| Tipo de material | Faixa de temperatura de forjamento a quente (°C) | Aplicações comuns |
| Aço carbono | 950–1250 | Eixos, engrenagens, eixos de transmissão |
| Aço inoxidável | 1000–1200 | Válvulas, instrumentos médicos |
| Ligas de alumínio | 350–520 | Acessórios aeroespaciais |
| Ligas de titânio | 700–950 | Peças de motor a jato |
| Superligas de níquel | 950–1150 | pás da turbina |
Nessas temperaturas elevadas, os metais apresentam menor tensão de escoamento, permitindo a moldagem de geometrias complexas e minimizando o surgimento de fissuras internas.
Evolução histórica da forja a quente
A evolução da forja reflete a história tecnológica da civilização. A era do martelo e da bigorna deu lugar aos martelos hidráulicos, depois às prensas hidráulicas, aos martelos mecânicos e, por fim, aos sistemas de matriz fechada com auxílio de computador.
Figura 1. Marcos históricos na tecnologia de forjamento
| Era | Inovação chave | Impacto Industrial |
| Antigo (antes de 1000 a.C.) | Forjamento manual com martelo | Nascimento da fabricação de armas e ferramentas |
| Revolução industrial | Martelos a vapor e de queda | Produção em massa de hardware |
| Meados do século XX | Prensas hidráulicas, controle de temperatura | Ascensão da forjaria aeroespacial e automotiva |
| Final do século XX | Simulação CAD/CAM e FEA | Otimização de componentes orientada pelo projeto |
| século XXI | Indústria 4.0, integração da IoT | Monitoramento em tempo real, manutenção preditiva |
As modernas fábricas de forjamento utilizam simulação termomecânica para prever virtualmente o fluxo de metal e o desgaste da matriz antes de qualquer produção física, reduzindo drasticamente o tempo de desenvolvimento.
O processo de forjamento a quente: passo a passo
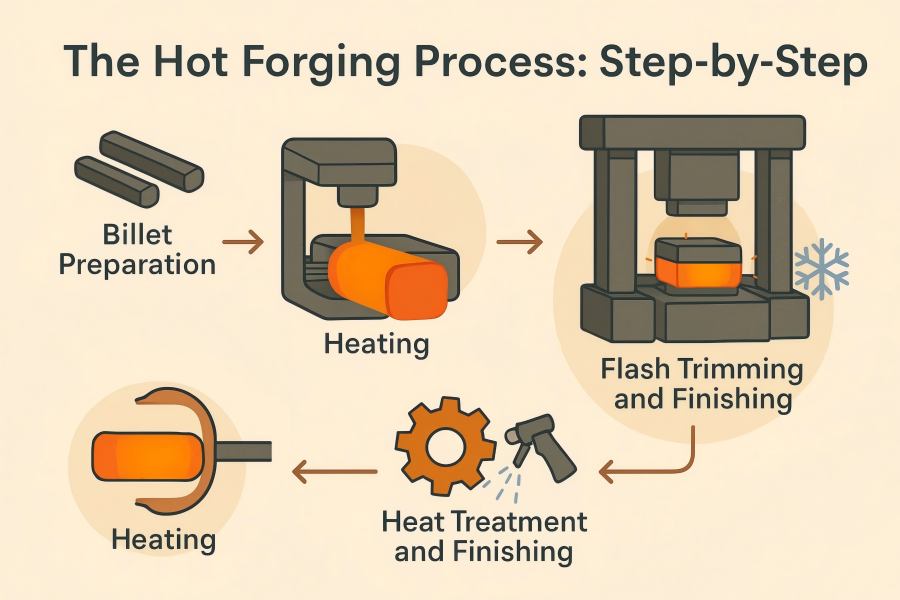
Embora o princípio fundamental — deformar metal aquecido sob pressão — permaneça inalterado, a sequência e os sistemas de controle tornaram-se muito mais sofisticados.
Preparação do tarugo
As barras ou varetas brutas são inicialmente cortadas em tarugos precisos utilizando sistemas automáticos de corte ou serragem. A precisão dimensional nesta etapa afeta diretamente a utilização do material e a formação de rebarbas.
Aquecimento
A forjagem a quente moderna depende de aquecedores por indução ou fornos a gás capazes de aquecimento uniforme com variação de temperatura de ±10 °C em toda a peça. Sensores de temperatura e pirômetros garantem que o metal permaneça acima da temperatura de recristalização durante toda a deformação.
Figura 2. Sequência de aquecimento por indução para tarugos de aço.
| Estágio | Temperatura (°C) | Duração (s) | Objetivo |
| Pré-aqueça | 650 | 30 | Homogeneizar a temperatura central |
| Deixe de molho | 1150 | 60 | Alcançar ductilidade na forja |
| Transferir | 1050 | 10 | Mantenha a temperatura antes do contato com a matriz. |
Forjamento (Deformação)
Dependendo da configuração da matriz e da fonte de energia, a forjagem pode ocorrer por meio de diversos modos:
- Forjamento em matriz aberta:O tarugo é comprimido entre matrizes planas, reduzindo gradualmente a seção transversal e alongando a peça de trabalho.
- Forjamento em matriz fechada (matriz de impressão):As matrizes contêm cavidades que moldam o metal em geometrias quase finais.
- Forjamento por prensa:Deformação contínua e controlada por prensa hidráulica ou mecânica; ideal para peças de grandes dimensões.
- Forjamento a martelo:Conformação por impacto de alta energia; ainda utilizada para aços-ferramenta específicos e peças forjadas para a indústria aeroespacial.
Cada método busca o equilíbrio entre produtividade, vida útil da matriz e controle dimensional.
Corte e resfriamento do flash
Em matriz fechada Durante o processo, o excesso de material expelido entre as metades da matriz forma uma fina “rebarba”. Essa rebarba é removida em prensas específicas. Em seguida, aplica-se um resfriamento controlado a ar ou água, etapa crucial para obter uma microestrutura consistente.
Tratamento térmico e acabamento
As peças forjadas passam por tratamentos pós-forjamento, como recozimento, têmpera e revenimento, para refinar a estrutura granular e melhorar as propriedades mecânicas. As operações de acabamento podem incluir jateamento, usinagem, revestimento superficial ou ensaios não destrutivos (END).
Principais vantagens da forja a quente
O ressurgimento da forjagem a quente está enraizado em um fato simples, porém poderoso: ela produz peças mais resistentes e com maior resistência à fadiga do que aquelas fabricadas apenas por fundição ou usinagem.
Benefícios mecânicos:
- Fluxo direcional de grãos:Aumenta a resistência ao impacto e à propagação de trincas por fadiga.
- Integridade metalúrgica aprimorada:Elimina a porosidade e a segregação comuns em peças fundidas.
- Usinabilidade aprimorada:A deformação controlada e a recristalização melhoram o desempenho de corte.
- Precisão em alta dimensão:Quando combinadas com matrizes de precisão e controle de temperatura, tolerâncias tão rigorosas quanto ±0,5 mm são alcançáveis.
Benefícios econômicos:
| Fator | Forjamento a quente | Elenco | Usinagem CNC |
| Utilização de materiais | 85–95% | 60–70% | 40–60% |
| Taxa de produção | Alto (segundos/unidade) | Moderado | Baixo |
| relação força-peso | Excelente | Justo | Variável |
| Custo das ferramentas | Moderado | Alto (mofos) | Baixo |
| Ideal para | Peças duráveis de alto volume | formas ocas complexas | Protótipos de baixo volume |
Essas vantagens tornam a forjagem a quente indispensável em virabrequins automotivos, trens de pouso de aeronaves, ferramentas de mineração e elos de máquinas pesadas.
Equipamentos e tecnologias de forjamento
As modernas fábricas de forjamento a quente integram automação, sensores e robótica para oferecer qualidade consistente com intervenção mínima do operador.
Martelos e Prensas
| Tipo | Princípio de funcionamento | Capacidade típica | Aplicativo |
| Martelo mecânico | Volante armazena energia, libera impacto | Até 50 kJ | peças pequenas a médias |
| Prensa hidráulica | A pressão do fluido aplica uma força constante. | 500–10 000 toneladas | Forjados em matrizes grandes |
| prensa de parafuso | A inércia rotacional impulsiona o pistão. | 100–5000 toneladas | Componentes de precisão |
| Pressão isotérmica | Mantém a temperatura da matriz uniforme. | 200–2000 toneladas | Titânio e superligas |
A seleção depende dos requisitos de energia, da velocidade de deformação e da geometria da peça.
Sistemas de aquecimento por indução
Os fornos de indução programáveis e energeticamente eficientes permitem um aquecimento rápido e um perfil de temperatura seletivo, minimizando a oxidação e a descarbonetação.
Robótica e Automação
Os robôs de forjamento realizam a transferência de tarugos, a lubrificação da matriz e o corte em ambientes de alta temperatura, melhorando a segurança do operador e reduzindo o tempo de ciclo em 15 a 30%.
Simulação e Gêmeos Digitais
A modelagem por elementos finitos (MEF) agora prevê o fluxo de metal, a deformação, a tensão na matriz e os gradientes térmicos, enquanto os gêmeos digitais conectam os dados da simulação com sensores em tempo real no chão de fábrica para controle adaptativo.
Materiais comuns usados na forja a quente

A forjagem a quente é adequada para praticamente todas as famílias de ligas industriais, embora o comportamento do material varie bastante sob deformação térmica.
Aços
Os aços carbono e aços ligados continuam a ser dominantes devido à sua versatilidade, relação custo-benefício e resistência após tratamento térmico.
Tipos típicos de aço forjado:
| Nota | Destaques da composição | Caso de uso |
| 1045 | Carbono médio | Eixos, engrenagens |
| 4140 | liga Cr-Mo | Eixos, virabrequins |
| 4340 | Liga Ni-Cr-Mo | Trem de pouso, eixos pesados |
| 8620 | Aço para cementação Ni-Cr-Mo | Engrenagens, peças de transmissão |
Ligas de alumínio
Leves e resistentes à corrosão, as peças forjadas de alumínio são comuns em componentes estruturais automotivos e aeroespaciais. Ligas como 6061, 7075 e 2024 são frequentes devido à sua alta relação resistência/peso.
Titânio e superligas
Para ambientes de alta temperatura e alto desempenho, as superligas à base de titânio e níquel predominam. Sua forjagem a quente requer controle isotérmico ou quase isotérmico para evitar trincas superficiais e manter a homogeneidade microestrutural.
Figura 3. Categorias de materiais forjados a quente por ambiente de serviço
| Ambiente | Material típico | Exemplo de serviço |
| Alto nível de estresse, temperatura ambiente | aços carbono | Eixos automotivos |
| Alta temperatura (>700 °C) | Superligas de níquel | pás da turbina |
| Corrosivo/peso crítico | Ligas de titânio | estruturas aeroespaciais |
| Condutivo/leve | Ligas de alumínio | Caixas de baterias para veículos elétricos |
Defeitos de forjamento e controle de qualidade
Mesmo com automação, a forjagem a quente exige um controle de qualidade rigoroso. Defeitos comuns incluem dobras, preenchimento incompleto, desalinhamento de matrizes e inclusões de escamas.
Tabela: Principais defeitos de forjamento e ações preventivas
| Defeito | Causa raiz | Prevenção |
| voltas | Excesso de rebarbas ou projeto inadequado do molde | Otimizar a linha de partição da matriz; controlar o fluxo de material. |
| Subterrâneo | Volume de material inadequado ou temperatura baixa | Dimensionamento correto do tarugo; assegure o preenchimento completo da matriz. |
| Rachaduras | Superaquecimento, resfriamento inadequado ou impurezas. | Manter a temperatura de forjamento adequada; limpar os tarugos. |
| desgaste da matriz | Ciclos excessivos, lubrificação inadequada | Utilize revestimentos para matrizes (por exemplo, grafite, molibdênio); agende manutenções. |
Técnicas de Ensaios Não Destrutivos (END)
- Teste ultrassônico (UT):Detecta vazios e inclusões internas.
- Inspeção por partículas magnéticas (MPI):Revela fissuras superficiais e subsuperficiais em metais ferromagnéticos.
- Inspeção por líquido penetrante (DPI):Destaca fissuras superficiais abertas em materiais não ferrosos.
- Testes radiográficos (RT):Utilizado em componentes aeroespaciais críticos.
As modernas instalações de forjamento integram essas inspeções em células automatizadas para uma produção mais rápida.
Forjamento a quente vs. Forjamento a frio
Embora ambas pertençam à família de processos de conformação de metais, suas características de processo e resultados diferem drasticamente.
| Critérios | Forjamento a quente | Forjamento a frio |
| Temperatura | Acima da recristalização | Temperatura ambiente |
| Ductilidade | Alto | De baixa a moderada |
| Precisão dimensional | Moderado | Excelente |
| Acabamento da superfície | Oxidado | Suave |
| Morrer a vida | Mais curto | Mais longo |
| Volume típico | Peças grandes e pesadas | Peças pequenas de precisão |
| tensão residual | Baixo | Alto |
| Resíduos de materiais | Baixo (devido ao controle do flash) | Muito baixo |
A forjagem a frio se destaca na produção de peças pequenas e de alta precisão, como parafusos e porcas. A forjagem a quente, por outro lado, é ideal para peças estruturais grandes que exigem integridade mecânica superior.
Aplicações em diversos setores
Automotivo
O setor automotivo é o maior consumidor de componentes forjados. Virabrequins, bielas, braços de direção, engrenagens e cubos de roda são quase que exclusivamente forjados devido à sua resistência à fadiga.
Tendência principal: Componentes de suspensão leves em alumínio forjado em veículos elétricos (VEs) para compensar o peso da bateria.
Aeroespacial
Os sistemas de motores e trens de pouso de aeronaves dependem de peças forjadas de superligas de titânio e níquel. O forjamento garante o fluxo direcional dos grãos e elimina a porosidade da fundição — um fator crucial em componentes críticos para o voo.
Energia e Petróleo e Gás
A forjagem a quente é vital para a produção de eixos de turbina, colares de perfuração, flanges e válvulas de alta pressão. Os componentes devem resistir à corrosão, cargas cíclicas e altas temperaturas.
Construção e Mineração
Elos de escavadeira, ferramentas de martelo e brocas de perfuração de rocha exigem imensa resistência, alcançada somente por meio de microestruturas de aço forjado.
Medicina e Defesa
Instrumentos cirúrgicos e equipamentos de defesa (canos de armas, componentes de blindagem) utilizam aços inoxidáveis forjados e titânio para garantir precisão e confiabilidade.
Figura 4. Distribuição industrial de aplicações de forjamento a quente
| Setor | Participação global estimada (%) |
| Automotivo | 45 |
| Aeroespacial | 15 |
| Energia / Petróleo e Gás | 20 |
| Construção e Mineração | 10 |
| Defesa e Medicina | 10 |
Considerações Ambientais e de Sustentabilidade
A imagem da forjagem como um processo de alto consumo energético e elevadas emissões está mudando rapidamente. As fábricas modernas estão adotando a eletrificação e os sistemas de circuito fechado.
Eficiência energética
O aquecimento por indução consome até 30% menos energia do que os fornos a gás tradicionais. Queimadores regenerativos e sistemas de recuperação de calor residual reduzem ainda mais o consumo de combustível.
Utilização de Materiais
O design avançado de matrizes e a forjagem sem rebarbas melhoram o rendimento do material em 5 a 10%. Em aplicações automotivas de alto volume, isso se traduz em milhares de toneladas de aço economizadas anualmente.
Lubrificação e Redução de Resíduos
Lubrificantes ecológicos substituem as misturas de grafite e óleo, reduzindo as emissões de CO₂ e a exposição dos trabalhadores a partículas. Sistemas de revestimento de matrizes recicláveis reduzem o desperdício de materiais perigosos.
Manufatura Circular
Os resíduos da forjaria — rebarbas, tarugos defeituosos e cavacos de usinagem — são 100% recicláveis, sendo reaproveitados diretamente nos fornos de fusão de aço e alumínio.
Modelos de serviço na indústria de forjamento
Os serviços de forjamento a quente operam sob diversos modelos de negócios e de fornecimento.
| Modelo de serviço | Descrição | Cliente típico |
| Forjamento em oficina | Peças personalizadas produzidas conforme desenho/especificação | Pequenos fabricantes de equipamentos originais (OEMs), laboratórios de P&D |
| Forjamento por contrato | Acordos de fornecimento de longo prazo para peças serializadas | Fornecedores de nível 1 da indústria automotiva |
| Forjamento e usinagem integrados | Forjamento, usinagem de acabamento e montagem. | Aeroespacial e defesa |
| Fabricação sob encomenda (BTP) | O cliente fornece o projeto completo; os falsificadores garantem a conformidade com o processo. | Energia, petróleo e gás |
| Forjamento com auxílio de projeto | Desenvolvimento conjunto; a empresa de forja contribui com sua experiência em fabricação. | Startups, prototipagem |
Cada vez mais, os prestadores de serviços se diferenciam oferecendo simulação de projeto, gerenciamento da vida útil de matrizes e rastreabilidade pós-processamento por meio de plataformas digitais.
O papel da simulação e da IA na formação de padrões.
A inteligência artificial agora complementa a experiência metalúrgica tradicional. Modelos de aprendizado de máquina preveem a carga de forjamento, o desgaste da matriz e a probabilidade de defeitos a partir de dados históricos de produção.
Exemplo de caso: Previsão da vida útil de matrizes com base em IA
Uma empresa europeia de forjamento utilizou redes neurais para analisar 200.000 ciclos de forjamento. Ao correlacionar a temperatura da matriz e os intervalos de lubrificação com a profundidade do desgaste, os modelos de IA prolongaram a vida útil da matriz em 22% e geraram uma economia de aproximadamente €300.000 por ano.
Otimização de processos por meio de gêmeos digitais
Um gêmeo digital integra dados de sensores (temperatura, pressão, curso) com simulação de elementos finitos (FEA), permitindo que os operadores ajustem os parâmetros da prensa em tempo real para evitar defeitos ou melhorar o uso de energia.
Operações pós-forjamento e serviços de valor agregado
A forja é frequentemente apenas o primeiro passo em uma cadeia de processos de acabamento de precisão que transformam uma forma bruta em um componente pronto para instalação.
Usinagem e Retificação
A usinagem CNC remove uma quantidade mínima de material, já que as peças forjadas são quase acabadas. A retificação e o brunimento de precisão permitem alcançar tolerâncias de até ±0,02 mm para aplicações aeroespaciais.
Tratamento térmico
Ciclos personalizados permitem alcançar as propriedades mecânicas necessárias:
- Normalização:Refine os grãos e alivie o estresse.
- Têmpera e revenimento:Aumentar a resistência à tração.
- Tratamento de solução (para alumínio/titânio):homogeneizar elementos de liga.
Tratamentos de superfície
- Jateamento com esferas:Introduz tensão superficial compressiva, melhorando a vida útil à fadiga.
- Nitretação/Carburização:Endurecimento superficial para resistência ao desgaste.
- Anodização (alumínio):corrosão e melhoria estética.
Inspeção e Certificação
Componentes forjados a quente, especialmente nos setores aeroespacial e de defesa, devem estar em conformidade com normas como AMS 4928, ASTM A29 ou ISO 10243. A certificação abrange composição química, propriedades mecânicas, microestrutura e conformidade dimensional.
Panorama Econômico da Indústria de Forjamento
Em meados da década de 2020, o mercado global de forjamento ultrapassou os 85 bilhões de dólares, com projeção de alcançar quase 120 bilhões de dólares até 2030, impulsionado pela infraestrutura de energia renovável e pelo transporte eletrificado.
Destaques regionais
| Região | Quota de mercado (%) | Principais fatores de crescimento |
| Ásia-Pacífico | 55 | Polos automotivos na China, Índia e Japão |
| Europa | 20 | Iniciativas aeroespaciais e de aço verde |
| América do Norte | 18 | Cadeias de suprimentos de defesa e veículos elétricos |
| Outros (MEA, América Latina) | 7 | Infraestrutura de petróleo e gás |
A relocalização da produção e a diversificação regional no período pós-pandemia estão impulsionando novos investimentos em prensas de forjamento de média capacidade nos Estados Unidos e no Sudeste Asiático.
Tendências emergentes e inovações
Forjamento de Precisão e com Formato Próximo ao Final
Os avanços no projeto de matrizes permitem que as peças saiam da prensa quase em sua geometria final, reduzindo o tempo de usinagem em 50%.
Fabricação híbrida
A combinação de forjamento com manufatura aditiva (MA) une o melhor dos dois mundos: as propriedades mecânicas da forja com a complexidade da impressão 3D. Pré-formas podem ser forjadas e finalizadas por deposição de MA para a criação de canais complexos ou caminhos de refrigeração.
Fábricas de forjamento inteligentes
As prensas conectadas à IoT monitoram a velocidade do pistão, a temperatura da matriz e a carga em tempo real. Algoritmos de manutenção preditiva alertam os técnicos antes da falha, garantindo um tempo de inatividade próximo de zero.
Forjamento Verde
A transição para aquecimento à base de hidrogênio e prensas elétricas está em andamento. Forjarias escandinavas e japonesas já implementaram projetos-piloto de usinas com emissão zero de carbono, utilizando eletricidade renovável e matéria-prima reciclada.
Desafios enfrentados pelos serviços de forjamento a quente
Apesar da inovação, o setor enfrenta desafios persistentes:
- Custo e prazo de entrega do molde:Matrizes de precisão podem consumir de 15 a 25% dos orçamentos de projetos.
- Escassez de mão de obra qualificada:Engenheiros forjados e metalúrgicos estão envelhecendo; novos talentos são escassos.
- Volatilidade energética:As flutuações nos preços da eletricidade e do gás influenciam fortemente a rentabilidade.
- Resiliência da cadeia de suprimentos:A escassez de ligas metálicas ou perturbações geopolíticas podem paralisar a produção.
- Gargalos na certificação de qualidade:Atender aos padrões AS9100 ou ISO/TS continua sendo uma tarefa que exige muitos recursos para pequenas forjas.