A forjaria de aço é fundamental para a manufatura moderna da indústria pesada. De eixos automotivos e turbinas a máquinas de construção e acoplamentos ferroviários, os componentes de aço forjado definem a resistência, a segurança e a longevidade de inúmeros sistemas mecânicos. No entanto, mesmo com prensas avançadas, matrizes de precisão e controle rigoroso do processo, defeitos ainda podem ocorrer, comprometendo o desempenho e a lucratividade.
Compreender as causas principais desses defeitos e implementar soluções práticas no chão de fábrica é vital para qualquer fabricante que busque alcançar qualidade consistente e confiabilidade a longo prazo.
Tabela de defeitos e soluções na forja de aço
| Tipo de defeito | Causa primária | Solução prática |
| Rachaduras (quentes/frias) | Estresse térmico, hidrogênio, resfriamento inadequado | Aquecimento uniforme, pré-aquecimento das matrizes, alívio de tensões |
| Dobras/Voltas | Cantos vivos, baixa temperatura, fluxo deficiente | Design de matriz suave, lubrificação adequada, pré-aquecimento |
| Subterrâneo | Baixa tonelagem, matrizes frias, projeto de tarugo inadequado | Carga de prensa correta, temperatura ideal, correção da pré-forma |
| Incrustação e descarbonetação | Atmosfera oxidante, longo tempo de imersão | Revestimento protetor, aquecimento mais curto, jateamento abrasivo. |
| Cavidades de retração | Resfriamento não uniforme, deformação insuficiente | Redução pesada, solidificação direcional, inspeção por ultrassom |
| Descontinuidade do fluxo de grãos | Projeto inadequado de pré-forma ou matriz | Análise de fluxo simulado, alinhamento adequado |
| Inclusões | Aço contaminado, aprisionamento de escória | Fusões limpas, desgaseificação, inspeção ultrassônica |
| Warpage | Resfriamento desigual, tensão residual | Resfriamento controlado, recozimento para alívio de tensões |
| Excesso de flash | Bloco de tamanho excessivo, corte inadequado. | Controle preciso de volume, ferramentas afiadas, inspeção de acabamento |
| Microestrutura inadequada | Tratamento térmico incorreto | Ciclos controlados, monitoramento de temperatura, refinamento de grãos |
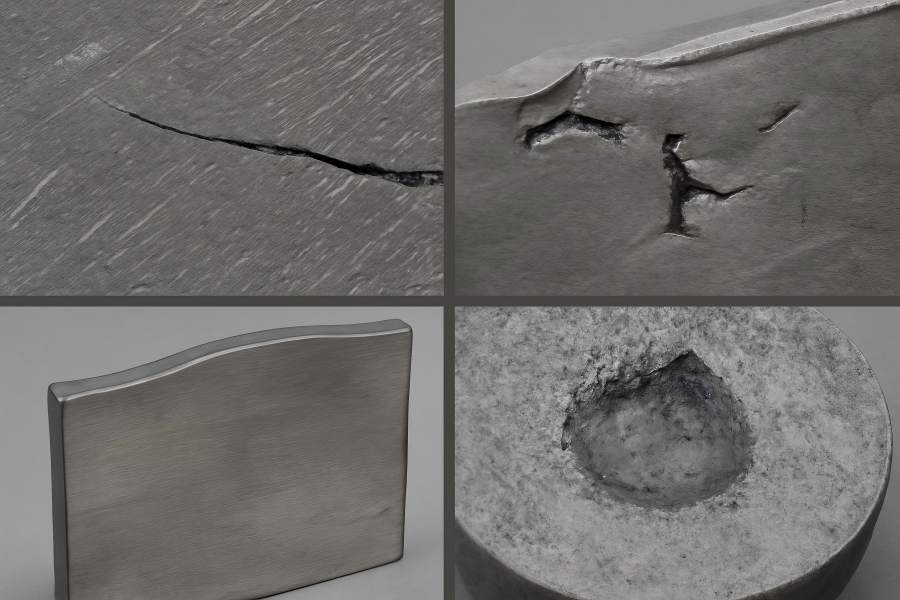
1. Rachaduras (Rachaduras a quente e a frio)
O aparecimento de fissuras está entre os problemas mais graves. forjamento defeitos. Ocorre quando as tensões internas ou externas excedem a ductilidade do material durante ou após a deformação. Trincas a quente se desenvolvem durante o forjamento, enquanto trincas a frio geralmente se formam durante o resfriamento ou tratamentos subsequentes.
Causas:
- Tensão excessiva durante a deformação ou separação da matriz.
- Superaquecimento ou subaquecimento, criando gradientes de temperatura dentro do tarugo.
- Fragilização por hidrogênio devido à umidade ou contaminação no aço.
- Taxas de resfriamento inadequadas ou pré-aquecimento insuficiente de tarugos de grande porte.
Soluções:
- Mantenha as temperaturas de forjamento uniformes dentro da faixa recomendada para o tipo de aço.
- Pré-aqueça os tarugos e matrizes grandes de maneira uniforme para evitar quedas bruscas de temperatura.
- Controle o hidrogênio mantendo a atmosfera seca e o aço limpo.
- Aplicar resfriamento controlado e tratamento térmico de alívio de tensões pós-forjamento.
- Antes de concluir, realize testes não destrutivos (NDT) para encontrar quaisquer fissuras ocultas.
Impacto:
Rachaduras podem tornar peças robustas, como eixos ou engrenagens, inseguras para uso. Preveni-las não só reduz o desperdício, como também protege sua reputação de confiabilidade em setores críticos.
2. Dobras e voltas
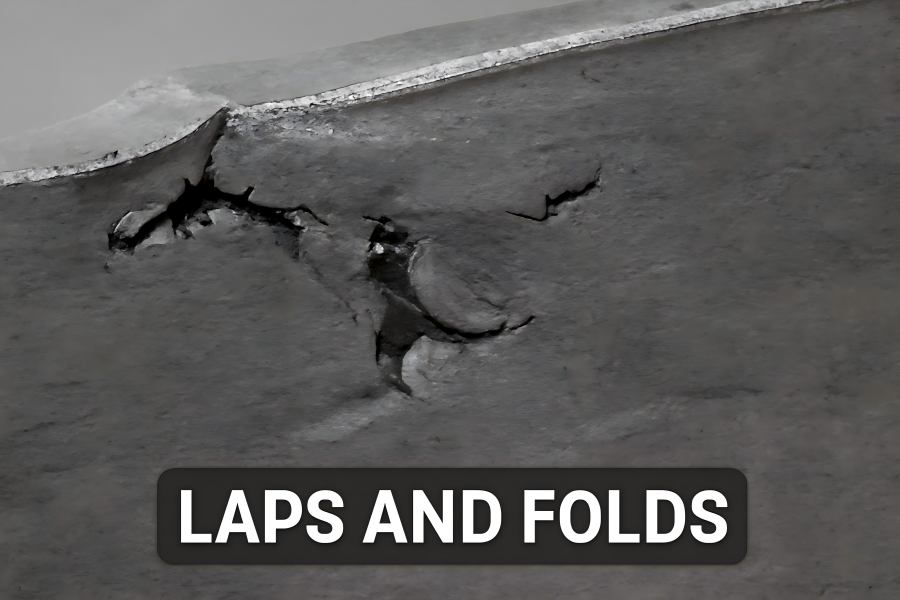
Dobras ou rebarbas se formam quando a superfície do material se dobra sobre si mesma durante a forjagem e não consegue se unir internamente. Essas imperfeições causam falhas prematuras por fadiga, atuando como concentradores de tensão.
Causas:
- Projeto inadequado da matriz, com cantos vivos ou mudanças abruptas de direção.
- Temperatura de forjamento insuficiente resulta em baixa plasticidade.
- Pressão de forjamento ou lubrificação inadequadas, resultando em fluxo irregular.
- Excesso de escamas nas superfícies dos tarugos causando interrupção do fluxo.
Soluções:
- Redesenhar os moldes para promover um fluxo de material suave e transições arredondadas.
- Assegurar o aquecimento adequado do tarugo e uma temperatura consistente em toda a seção.
- Aplique uma lubrificação eficaz na matriz para minimizar o atrito e as dobras.
- Remova a incrustação dos tarugos antes da forjaria utilizando jateamento abrasivo ou limpeza química.
- Inspecione as peças forjadas com métodos de teste de superfície para identificar dobras em estágio inicial.
Impacto:
A eliminação de sobreposições e dobras garante maior resistência à fadiga e um acabamento superficial estético superior — fatores críticos para componentes visíveis ou sujeitos a altas tensões, como virabrequins, acoplamentos e eixos de transmissão.
3. Preenchimento insuficiente (Preenchimento incompleto da matriz)
O preenchimento insuficiente ocorre quando o metal fundido ou sólido não preenche completamente a cavidade do molde. O resultado são seções faltantes, dimensões reduzidas ou espessura de parede insuficiente, o que leva à rejeição da peça ou a retrabalho dispendioso.
Causas:
- Pressão de forjamento ou tonelagem da prensa insuficientes.
- Baixa temperatura de forjamento, reduzindo a fluidez do metal.
- Dimensões imprecisas do tarugo ou projeto inadequado da pré-forma.
- Matrizes frias absorvem o calor do tarugo.
Soluções:
- Confirme se a capacidade da prensa corresponde à carga necessária para o preenchimento total da matriz.
- Mantenha as temperaturas do tarugo e da matriz dentro da faixa alvo.
- Ajuste o volume do tarugo e o formato da pré-forma para promover o enchimento completo.
- Aplique lubrificação adequada e aquecimento da matriz antes de cada ciclo de forjamento.
- Utilize um software de simulação de fluxo para verificar o comportamento do enchimento.
Impacto:
O preenchimento insuficiente reduz diretamente o material utilizável e compromete a resistência em regiões críticas. A temperatura consistente do tarugo e o projeto adequado da matriz são essenciais para eliminar esse defeito dispendioso.
4. Descarbonetação e remoção de incrustações superficiais
A formação de carepa refere-se aos óxidos de ferro que se depositam na superfície do tarugo durante o aquecimento. A descarbonetação é a perda de carbono na camada superficial devido à oxidação. Ambos os processos resultam em baixa qualidade superficial e redução da dureza ou resistência ao desgaste.
Causas:
- Aquecimento prolongado ou exposição a uma atmosfera oxidante.
- Tempo excessivo de funcionamento do forno ou controle inadequado da temperatura.
- Combustível contaminado ou composição de gás oxidante do forno.
- Ausência de revestimentos protetores ou atmosferas neutras durante o aquecimento.
Soluções:
- Reduza o tempo de molho e certifique-se de que o calor seja distribuído uniformemente.
- Utilize atmosferas controladas ou neutras no forno para evitar a oxidação.
- Aplique revestimentos anticalcário nos tarugos antes do aquecimento.
- Limpe imediatamente as peças forjadas por jateamento ou decapagem após a forjagem.
- Realizar testes de dureza superficial ou de profundidade de carbono para garantir a conformidade.
Impacto:
Minimizar a formação de escamas e a descarbonetação reduz as tolerâncias de usinagem, melhora a resistência à fadiga e aprimora o acabamento superficial — aspectos essenciais para peças sujeitas a alto contato e carga.
5. Cavidades de Retração e Vazios Internos

Cavidades de contração se formam dentro de peças forjadas de grandes dimensões quando o metal fundido ou zonas quentes esfriam de forma irregular. A área central se contrai, deixando cavidades ou microvazios que comprometem a integridade da peça.
Causas:
- Grandes seções transversais resfriando muito lentamente no núcleo.
- Deformação inadequada para fechar a porosidade desde a fase de lingote.
- Má qualidade dos tarugos ou segregação na matéria-prima.
- Resfriamento não uniforme após a forjagem ou tratamento térmico inadequado.
Soluções:
- Utilize tarugos com integridade interna comprovada por meio de inspeção ultrassônica.
- Aplicar deformação suficiente (taxa de redução ≥ 3:1) durante o forjamento para eliminar vazios.
- Utilizar solidificação direcional e design de pré-formas que promovam o fechamento do fluxo interno.
- Resfrie uniformemente e alivie as tensões em peças forjadas de grandes dimensões para evitar zonas de contração.
- Realize inspeções por ultrassom ou macroataque antes da usinagem.
Impacto:
Vazios internos podem causar fraturas repentinas em serviço. A prevenção desses vazios garante uma capacidade de carga confiável em turbinas, estruturas de prensas e eixos de serviço pesado.
6. Descontinuidade do fluxo de grãos
O forjamento alinha os grãos de acordo com o formato do componente, proporcionando resistência superior. Se as linhas de fluxo forem interrompidas, cruzadas ou desalinhadas, o componente perde a tenacidade direcional.
Causas:
- Projeto inadequado da pré-forma leva ao redirecionamento abrupto do fluxo de metal.
- Geometria incorreta da matriz interrompendo a deformação uniforme.
- Temperatura irregular do tarugo ou carregamento descentralizado.
- Redução incompleta da forja ou acabamento prematuro.
Soluções:
- Projetar pré-formas e matrizes para garantir um fluxo natural em torno de cantos e filetes.
- Utilize simulações para visualizar o fluxo de grãos e otimizar os caminhos de deformação.
- Mantenha o alinhamento consistente do tarugo e a temperatura de forjamento.
- Aplique deformação adequada em cada etapa para obter fluxo contínuo.
- Verificar a orientação do fluxo através de testes de macroataque em peças de amostra.
Impacto:
O fluxo uniforme de grãos aumenta a resistência à fadiga e a tenacidade à fratura — especialmente importante em aplicações de transmissão e estruturais.
7. Inclusão e aprisionamento de impurezas
Inclusões são partículas não metálicas, como escória, óxidos ou detritos refratários, aprisionadas dentro da matriz metálica. Elas atuam como concentradores de tensão e iniciam trincas sob carregamento cíclico.
Causas:
- Aço bruto contaminado ou refino de fusão inadequado.
- Excesso de escória do alto-forno incorporada aos tarugos.
- Oxidação durante o reaquecimento ou turbulência no fluxo de metal.
- Filtragem inadequada do aço fundido antes fundição.
Soluções:
- Obter tarugos de alta pureza e garantir o controle de inclusões durante a fabricação do aço.
- Remove a escória e desgaseifique os materiais fundidos antes da solidificação.
- Mantenha a fornalha limpa e o ambiente de aquecimento controlado.
- Utilize a inspeção de tarugos e testes ultrassônicos para detectar inclusões subsuperficiais.
- Implementar sistemas de filtragem e fluxos controlados durante o reaquecimento e a forja.
Impacto:
A redução das inclusões aumenta a resistência e a vida útil à fadiga, melhorando diretamente a consistência do produto e reduzindo as devoluções aos clientes.
8. Empenamento e distorção
A distorção ocorre quando diferentes partes de uma peça forjada esfriam ou se contraem em taxas diferentes. Isso leva a torções, dobras ou desalinhamentos que afetam a precisão da usinagem e o encaixe na montagem.
Causas:
- Taxas de resfriamento variáveis para porções finas e espessas.
- Tensões residuais resultantes de deformação não uniforme.
- Resfriamento rápido sem pré-resfriamento suficiente.
- Suporte inadequado da estrutura durante o tratamento térmico.
Soluções:
- Projetar peças forjadas com espessura de parede mais uniforme.
- Controle a taxa de resfriamento usando ventiladores, fornos ou meios controlados.
- Incorporar recozimento para alívio de tensões após a forjagem.
- Utilize dispositivos de fixação para apoiar as peças durante o tratamento térmico e evitar que se deformem.
- Inspecione as dimensões imediatamente após o resfriamento para detectar distorções precoces.
Impacto:
Prevenir a deformação garante precisão dimensional, reduz as tolerâncias de usinagem e elimina retrabalho dispendioso para grandes componentes de aço.
9. Excesso de rebarbas ou defeitos de corte
A rebarba se forma quando o excesso de material é expelido entre as matrizes durante o forjamento. Rebarbas excessivas ou um acabamento inadequado podem desperdiçar material, aumentar o esforço de usinagem ou deixar rebarbas afiadas nas peças acabadas.
Causas:
- Tarugos de tamanho excessivo geram muito excesso de metal.
- Folga excessiva na matriz ou alinhamento inadequado.
- Pressão excessiva ou comprimento de movimento incorreto.
- Ferramentas de corte cegas ou matrizes de corte desalinhadas.
Soluções:
- Calcule o volume do tarugo com precisão para cada projeto de peça.
- Ajuste as dimensões de fechamento da matriz e da área de rebarba para um fluxo ideal.
- Mantenha as ferramentas de corte em bom estado e assegure-se de que as lâminas estejam afiadas para cortes precisos.
- Utilize corte mecânico ou a laser para reduzir as rebarbas.
- Inspecione regularmente a espessura da rebarba e a precisão do corte.
Impacto:
O controle eficaz do excesso de material melhora a eficiência, reduz o desperdício e minimiza os custos de pós-processamento — um ganho direto de produtividade para linhas de forjamento de alto volume.
10. Microestrutura inadequada ou resposta incorreta ao tratamento térmico
Mesmo quando a forma e as dimensões estão corretas, defeitos microestruturais podem reduzir drasticamente as propriedades mecânicas. Grãos grosseiros, carbonetos não refinados ou austenita retida reduzem a tenacidade e a vida útil à fadiga.
Causas:
- Temperatura de forjamento incorreta, resultando em recristalização incompleta.
- Superaquecimento e engrossamento dos grãos.
- Resfriamento não uniforme ou têmpera inadequada.
- Desvios no ciclo de tratamento térmico (temperatura, tempo ou meio).
Soluções:
- Monitore rigorosamente a temperatura durante os processos de forjamento e acabamento.
- Aplique etapas intermediárias de normalização para refinar os grãos.
- Utilize têmpera e revenido controlados, adequados ao tipo de aço.
- Validar a uniformidade do tratamento térmico por meio de testes de dureza e microestrutura.
- Treinar os operadores quanto ao carregamento correto do forno e ao cumprimento do ciclo.
Impacto:
A obtenção de uma microestrutura fina e uniforme garante que cada componente forjado atenda ou exceda a resistência, ductilidade e tenacidade exigidas para condições de serviço exigentes.
Incorporando a qualidade ao processo de forjamento
Prevenir defeitos não se resume apenas à correção — trata-se de estabelecer uma cultura de controle de processos e melhoria contínua. Os seguintes princípios ajudam a garantir consistência a longo prazo e a confiança do cliente:
Integridade do Material
Comece sempre com aço certificado e limpo. Certifique-se de que todos os tarugos ou lingotes recebidos passem por inspeções ultrassônicas e químicas. Para peças forjadas de grande porte, selecione material com baixa segregação e uniformidade mecânica comprovada.
Monitoramento de Processos
Instalar sensores de temperatura e sistemas de monitoramento digital em fornos e prensas. Registrar a temperatura da matriz, a temperatura do núcleo do tarugo e os dados de curso da prensa para rastreabilidade.
Gestão de Matrizes e Ferramentas
Inspecione regularmente as matrizes quanto a desgaste, rachaduras ou desvios dimensionais. Estabeleça um cronograma de manutenção preventiva e recondicione as ferramentas antes que ocorram desvios de qualidade.
Ensaios não destrutivos (END)
Utilize técnicas de END (Ensaios Não Destrutivos), como ultrassom, partículas magnéticas e radiografia, para identificar defeitos internos antes da usinagem. A amostragem de rotina reduz o risco de envio de peças defeituosas.
Simulação e Controle Preditivo
O software moderno de simulação de forjamento consegue modelar o fluxo de metal, os gradientes de temperatura e os riscos de defeitos antes do início da produção. O uso de análises preditivas permite uma otimização mais rápida do processo e a redução dos custos de testes.
Validação do tratamento térmico
O tratamento térmico determina as propriedades finais do aço forjado. Utilize controles precisos no forno, termopares calibrados e testes de dureza regulares para garantir que cada lote atenda às especificações.
Treinamento e Melhoria Contínua
Quando se trata de falhas, seus operadores são sua primeira linha de defesa. O treinamento contínuo sobre variáveis de processo, detecção de defeitos e manutenção de equipamentos garante resultados consistentes turno após turno.