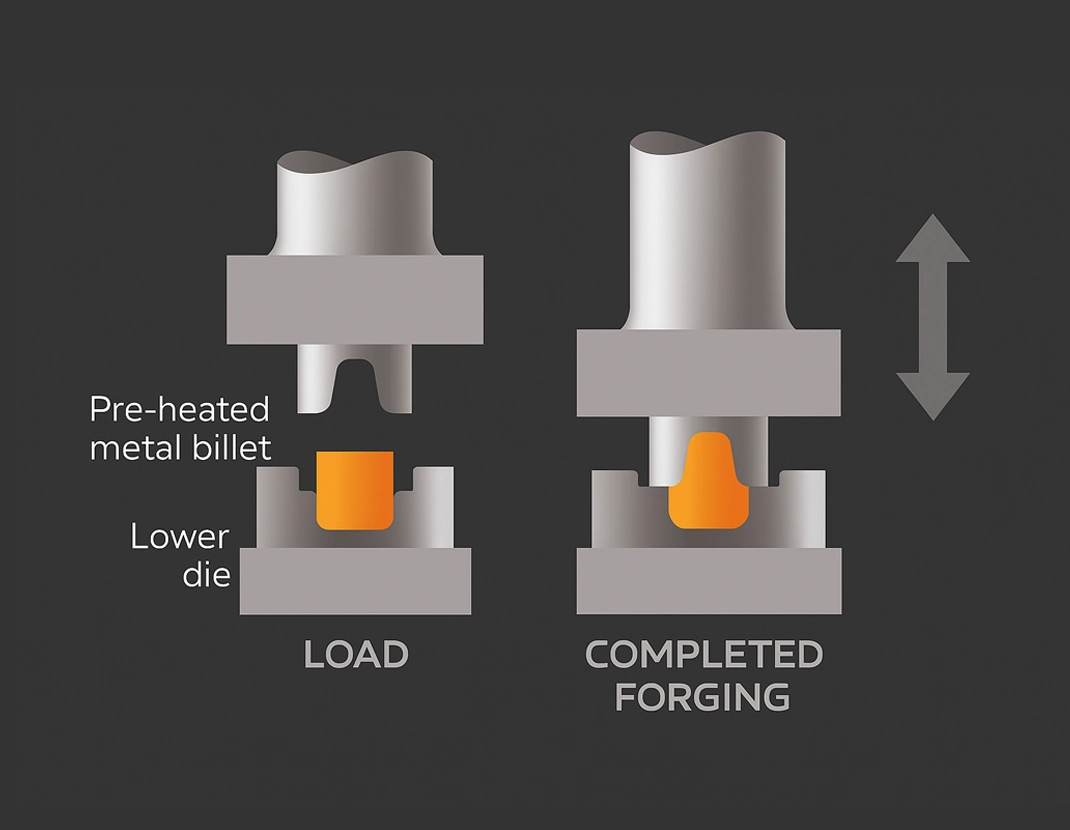
Forgeage à chaud en matrice fermée
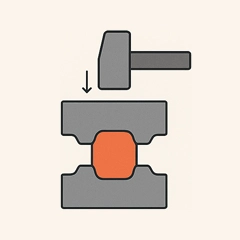
Forgeage par presse à matrice fermée
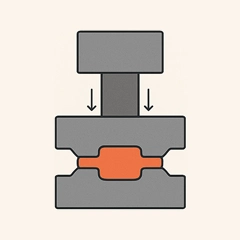
Forgeage par refoulement à matrice fermée
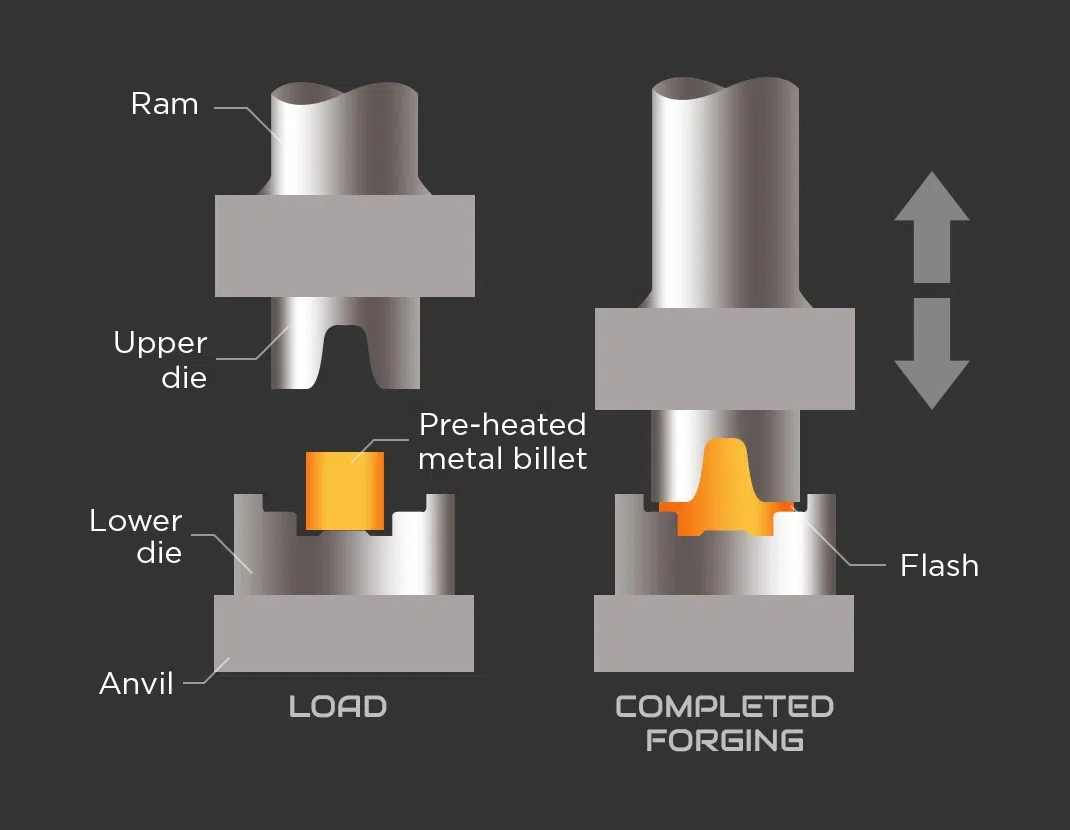
Forgeage en matrice fermée avec flash
Cette méthode force l'excédent de métal dans une cavité environnante, améliorant ainsi le flux de matière, le remplissage de la matrice et la résistance de la pièce, tout en augmentant le gaspillage de matière.
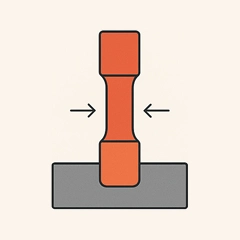
Forgeage en matrice fermée sans bavure
Permet de confiner précisément le métal dans les cavités de la matrice sans débordement, réduisant ainsi les pertes de matière et les besoins d'ébarbage, idéal pour une production quasi-nette et à haut rendement.


Aérospatial
Disques de turbine, pièces de train d'atterrissage, supports de structure.

Automobile
Bielles, vilebrequins, ébauches d'engrenages, bras de suspension, culbuteurs, essieux, arbres d'essieu, bras de renvoi, étriers de direction.

Défense
Enveloppes de missiles, composants de véhicules blindés.

Machines industrielles et de construction
Brides, arbres, accouplements, corps de pompe, dents de godet d'excavatrice.
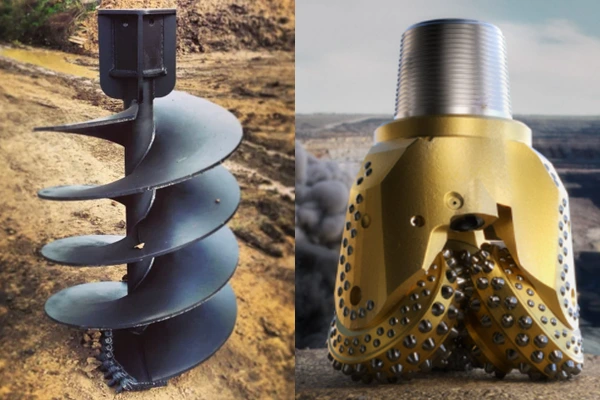
Industrie minière
Forets de forage, mèches de tarière.

Équipement forestier
Dents de broyeur, dents de broyeur à cuve, lames de marteau à fléaux.

Machines agricoles
Arbres de transmission, engrenages, dents de herse à pointes, embouts de biellette de direction.

Équipement pétrolier
Coudes, écrous à marteau, tés, croix.

Levage et gréage
Manilles, anneaux en D à souder, crochets.