
Die Abschätzung der Druckgusskosten ist für Ingenieure und Einkaufsteams von entscheidender Bedeutung, um planbare Budgets und wettbewerbsfähige Preise zu gewährleisten.
Während der Druckguss eine hohe Präzision und eine ausgezeichnete Oberflächengüte bietet, werden seine Kosten durch Faktoren wie Werkzeuge, Materialien, Produktion, Bearbeitung und Inspektion beeinflusst.
Die Hauptkomponenten der Druckgusskosten
DruckgussDie Kosten lassen sich in mehrere Hauptkomponenten unterteilen:
- Werkzeug- und Formenkosten
- Materialkosten
- Produktionskosten (Presskosten)
- Arbeitskosten und Gemeinkosten
- Kosten für Nachbearbeitung und Endbearbeitung
- Inspektion und Qualitätssicherung
- Ausschuss, Nacharbeit und Ertragsverluste
Jede Kategorie hat ihre eigenen Einflussfaktoren und Überlegungen, die zusammen die Grundlage eines umfassenden Kostenmodells bilden.
1. Werkzeug- und Formenkosten
Die Werkzeugkosten stellen in der Regel den größten Kostenfaktor bei Druckgussprojekten dar. Sie umfassen die Konstruktion, Entwicklung, Bearbeitung, Wärmebehandlung und Montage der Form – der Stahlform, die das flüssige Metall formt. Formen können einfach (einteilig) oder komplex (mehrteilig mit Schiebern, Kernen und Kühlkanälen) sein, und ihre Konstruktion beeinflusst praktisch alle nachgelagerten Kostenfaktoren.
Was beeinflusst die Werkzeugkosten?
Komplexität der Teilegeometrie
- Komplexe Teile erfordern aufwendigere Werkzeuge mit Schiebern, Hebern und Einsätzen.
- Hinterschneidungen und dünne Wände erhöhen die Bearbeitungszeit und die Anforderungen an die Werkzeuggenauigkeit.
Karieszahl
Mehrfachwerkzeuge produzieren mehr Teile pro Zyklus, wodurch die Werkzeugkosten pro Teil bei hohen Stückzahlen sinken, allerdings sind sie in der Herstellung teurer.
Anforderungen an Toleranz und Oberflächenbeschaffenheit
Für präzise Oberflächengüten und enge Toleranzen sind Präzisionsbearbeitung und anschließendes Polieren erforderlich.
Werkzeugmaterial und erwartete Lebensdauer
Hochleistungsfähige Werkzeugstähle und Beschichtungen verlängern die Standzeit der Werkzeuge, erhöhen aber die Anschaffungskosten.
Typische Werkzeugkostenbereiche
| Werkzeugtyp | Typischer Kostenbereich | Anmerkungen |
| Einfacher, einkammeriger Hohlraum | 5.000 bis 15.000 US-Dollar | Grundbestandteile |
| Mittlere Komplexität | 15.000–40.000 US-Dollar | Detaillierte Geometrie |
| Komplex mit Folien/Einsätzen | 40.000 – 100.000+ US-Dollar | Multifunktionsteile |
| Hochvolumige Mehrkavität | 100.000 US-Dollar und mehr | Sehr große Programme |
Die Werkzeugkosten müssen über das erwartete Produktionsvolumen amortisiert werden, um ihren Beitrag zu den Stückkosten zu berechnen.
Beispiel für die Werkzeugabschreibung
Wenn ein Werkzeug 50.000 US-Dollar kostet und voraussichtlich 200.000 Teile produzieren soll:
Werkzeugkosten pro Teil = 50.000 $ / 200.000 = 0,25 $
Dieser Wert dient als Grundlage für Ihre Kostenkalkulation pro Teil.
2. Materialkosten
Die Materialkosten sind die Ausgaben für das verwendete Metall. Besetzungjedes Teil. Es ist eine Funktion des Teilegewichts, des Legierungspreises und der Materialausbeute (Metallverlust durch Ausschuss oder unbrauchbaren Grat).
Wie berechnet man die Materialkosten?
Materialkosten pro Teil = Teilegewicht (kg) × Legierungspreis pro kg
Übliche Legierungspreise (ungefähr und marktabhängig):
- Aluminiumlegierungen:2,50 – 4,00 $/kg
- Zinklegierungen:2,00 – 3,50 $/kg
- Magnesiumlegierungen:3,50 – 6,00+ €/kg
- Kupferlegierungen:5,00 – 10,00+ €/kg
Ausschuss- und Ausbeuteüberlegungen
Beim Druckgießen entstehen naturgemäß überschüssige Metallteile wie Angusskanäle, Gussgrate und Gussgrate. Kann der Lieferant dieses Material zurückgewinnen und einschmelzen, sinken die effektiven Materialkosten. Besprechen Sie Ausbeute und Recyclingmöglichkeiten mit Gießereien, um die Materialkosten zu kalkulieren.
3. Produktionskosten (Presskosten)
Die Produktionskosten umfassen die variablen Kosten für den Betrieb der Druckgussmaschine, im Wesentlichen also den Energieaufwand, die Wartung und die Maschinenabschreibung, die mit jedem Zyklus verbunden sind.
Wie man die Kosten für das Pressen schätzt
Produktionskosten pro Teil = Maschinenkosten pro Stunde / Produzierte Teile pro Stunde
Beispiel:
Wenn eine Presse 60 Dollar pro Stunde kostet und 800 Teile pro Stunde produziert:
Produktionskosten pro Teil = 60 $/800 = 0,075 $
Dies ist eine Basisschätzung. Zusätzliche Kosten für Gas, Kühlung und Maschineneinrichtungszeit sind gegebenenfalls zu berücksichtigen.
4. Arbeitskosten und Gemeinkosten
Die Lohnkosten umfassen die Arbeit von Maschinenbedienern, Einrichtungspersonal und Materialbearbeitern, während sich die Gemeinkosten auf indirekte Ausgaben wie Aufsicht, Betriebskosten, Versicherungen und Verwaltungsdienstleistungen beziehen.
Schätzung der Arbeitskosten
Schätzen Sie den gesamten Arbeitsaufwand für Einrichtung, Gießvorgang, Überwachung und Verpackung und multiplizieren Sie ihn mit einem angemessenen Stundensatz.
Beispiel:
Wenn die gesamten Arbeitsstunden für einen Produktionslauf 30 Stunden zu einem Stundensatz von 30 US-Dollar betragen und die Produktion 100.000 Teile umfasst:
30 × 30 $ = 900 $
Lohnkosten pro Teil = 900 $ / 100.000 = 0,009 $
Gemeinkosten werden üblicherweise als Prozentsatz der Lohn- oder Maschinenkosten angesetzt und müssen entsprechend zugeordnet werden.
5. Nachbearbeitung und Endbearbeitung
Viele DruckgussteileUm kritische Abmessungen oder Oberflächeneigenschaften zu erreichen, sind Nachbearbeitungsschritte erforderlich, wie z. B. CNC-Bearbeitung, Gewindeschneiden, Polieren, Gleitschleifen, Beschichten, Galvanisieren oder Anodisieren.
Typische Nebenkosten
| Betrieb | Typische Kosten/Teil |
| Grundlegende Bearbeitung | 0,50–2,00 $ |
| Entgraten | 0,10–0,30 $ |
| Kugelstrahlen | 0,10–0,30 $ |
| Eloxieren | 0,40–1,50 $ |
| Pulverbeschichtung | 0,50–2,00 $ |
Diese Kosten variieren stark je nach Komplexität, Oberfläche und Losgröße.
6. Inspektion und Qualitätssicherung
Druckgussteile müssen häufig auf Maßgenauigkeit und geometrische Toleranz geprüft werden. Die Prüfkosten hängen von der Komplexität des Teils und den Toleranzanforderungen ab.
Gängige Inspektionsmethoden
- Gut/Schlecht-Anzeigen
- Koordinatenmessmaschine (KMM)
- Optische Inspektion
- Zerstörungsfreie Prüfung (ZfP)
- Statistische Prozesskontrolle (SPC)
Bei der Inspektion können die zusätzlichen Kosten gering sein, bei hochpräzisen oder automatisierten Systemen hingegen eine größere Investition.
7. Ausschuss, Nacharbeit und Ertragsverluste
Kein Fertigungsprozess ist perfekt. Ein gewisser Prozentsatz der Teile wird die Qualitätskontrolle nicht bestehen oder Mängel aufweisen, die Nachbearbeitung oder Ausschuss erfordern. Berücksichtigen Sie daher einen angemessenen Puffer in Ihren Kostenvoranschlägen.
Angepasste Kosten pro Gutteil = Gesamtkosten / (1 − Ausschussquote)
Beispiel:
Wenn die Gesamtkosten pro Teil auf 2,00 $ geschätzt werden und der erwartete Ausschuss 3 % beträgt:
Angepasste Kosten = 2,00 / 0,97 ≈ 2,06 $
Die Berücksichtigung von Ausschuss gewährleistet ein realistisches Kostenmodell.
Schrittweise Kostenkalkulation für Druckguss
Nachfolgend finden Sie einen strukturierten Prozess zur Schätzung der Druckgusskosten, den Sie für kundenspezifische Projekte anwenden können:
Schritt 1: Projektanforderungen definieren
Identifizieren Sie die wichtigsten Parameter:
- Werkstoff und Legierungstyp
- Zielvolumen pro Jahr/Los
- Toleranz- und Oberflächenanforderungen
- Sekundäroperationen erforderlich
- Lieferzeit
Dies bildet die Grundlage für die Schätzung der Kosten für Werkzeuge, Materialien und Prozesse.
Schritt 2: Werkzeugkosten schätzen
- Teilekomplexität analysieren und Werkzeugmerkmale bestimmen.
- Die ungefähren Kosten für die Stanzwerkzeuge können Sie bei Werkzeugingenieuren oder Lieferanten erfragen.
- Die Anzahl der Hohlräume wird anhand des prognostizierten Volumens bestimmt.
Die Werkzeugkosten werden über das erwartete Volumen verteilt, um den Werkzeugdeckungsgrad pro Teil zu ermitteln.
Schritt 3: Materialkosten schätzen
- Ermitteln Sie das Nettogewicht des Bauteils (aus CAD/Stückliste).
- Multiplizieren Sie mit dem Legierungspreis pro kg.
- Die Materialausbeute wird anhand der erwarteten Rückgewinnungs-/Recyclingraten angepasst.
Dies ergibt einen Basiswert für die Rohmaterialkosten pro Teil.
Schritt 4: Produktionskosten schätzen
Nutzen Sie Zykluszeitdaten (von ähnlichen Teilen oder aus Lieferantenangeboten).
Berechnen Sie die Pressenstundenkosten geteilt durch die Teile pro Stunde.
Energieverbrauch, Einsatz von Hilfsmaschinen und Anlaufzeit berücksichtigen.
Schritt 5: Arbeitskosten und Gemeinkosten hinzufügen
- Schätzen Sie den Arbeitsaufwand für Einrichtung, Betrieb und Verpackung.
- Angemessene Stundensätze anwenden.
Berücksichtigen Sie eine proportionale Zuweisung der Gemeinkosten der Anlage.
Schritt 6: Hinzufügen der Nachbearbeitung/Endbearbeitung
Auf Grundlage der technischen Anforderungen sind Kosten für CNC-Bearbeitung, Beschichtung, Entgratung, Polieren usw. hinzuzurechnen.
Ermitteln Sie durchschnittliche Zeiten und Preise entweder direkt aus Ihrer Werkstatt oder anhand von Angeboten Ihrer Lieferanten.
Schritt 7: Inspektions- und Qualitätskosten
- Berücksichtigen Sie gegebenenfalls die über die Laufzeit amortisierten Kosten für Einrichtungsgegenstände oder Messgeräte.
Hinzu kommen die Kosten für den Prüfaufwand pro Bauteil bzw. für automatisierte Systeme.
Schritt 8: Anpassung für Ausschuss/Nacharbeit und Ausbeute
- Schätzen Sie die typische Fehlerrate anhand historischer Daten oder Angaben des Lieferanten.
- Passen Sie die Kosten pro Bauteil entsprechend an.
Beispiel: Kostenschätzung für ein kundenspezifisches Druckgussgehäuse
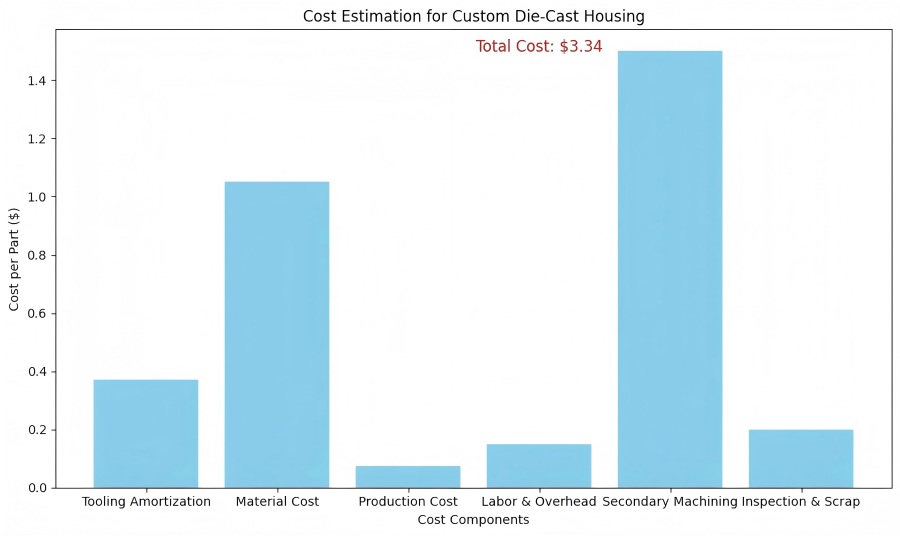
Nachfolgend ein praktisches Beispiel, das die oben genannten Schritte auf ein kundenspezifisches Bauteil mit einer geschätzten Anfangsproduktion von 150.000 Einheiten anwendet.
- Teil: Gehäuse aus Aluminiumdruckguss
- Gewicht: 0,35 kg
- Legierung: Aluminium, 3,00 $/kg
- Stanzkosten: 55.000 US-Dollar
- Pressekosten: 60 $/Stunde
- Produktionsrate: 800 Teile/Stunde
- Arbeits- und Gemeinkosten: 0,15 $/Teil
- Nachbearbeitung: 1,50 $/Teil
- Prüf- und Schrottrücklage: 0,20 $/Teil
Berechnen:
- Werkzeugamortisation: 55.000 $ ÷ 150.000 $ = 0,37 $
- Materialkosten: 0,35 × 3,00 = 1,05 $
- Produktionskosten: 60 $ ÷ 800 = 0,075 $
- Arbeitskosten und Gemeinkosten: 0,15 $
- Nachbearbeitung: 1,50 $
- Inspektion & Verschrottung: 0,20 $
Geschätzte Gesamtkosten: 0,37 + 1,05 + 0,075 + 0,15 + 1,50 + 0,20 ≈ 3,35 $ pro Teil
Dieses Beispiel veranschaulicht, wie Werkzeuge, Material und Bearbeitung die Kosten dominieren, während Produktion und Inspektion zwar kleinere, aber dennoch wichtige Kostenfaktoren darstellen.