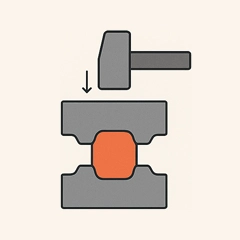
Gesenkschmieden mit Fallhammer
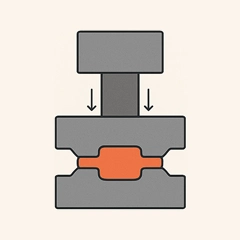
Gesenkschmieden mit Presse
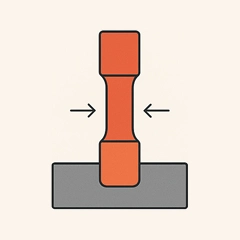
Gesenksenkstauchen
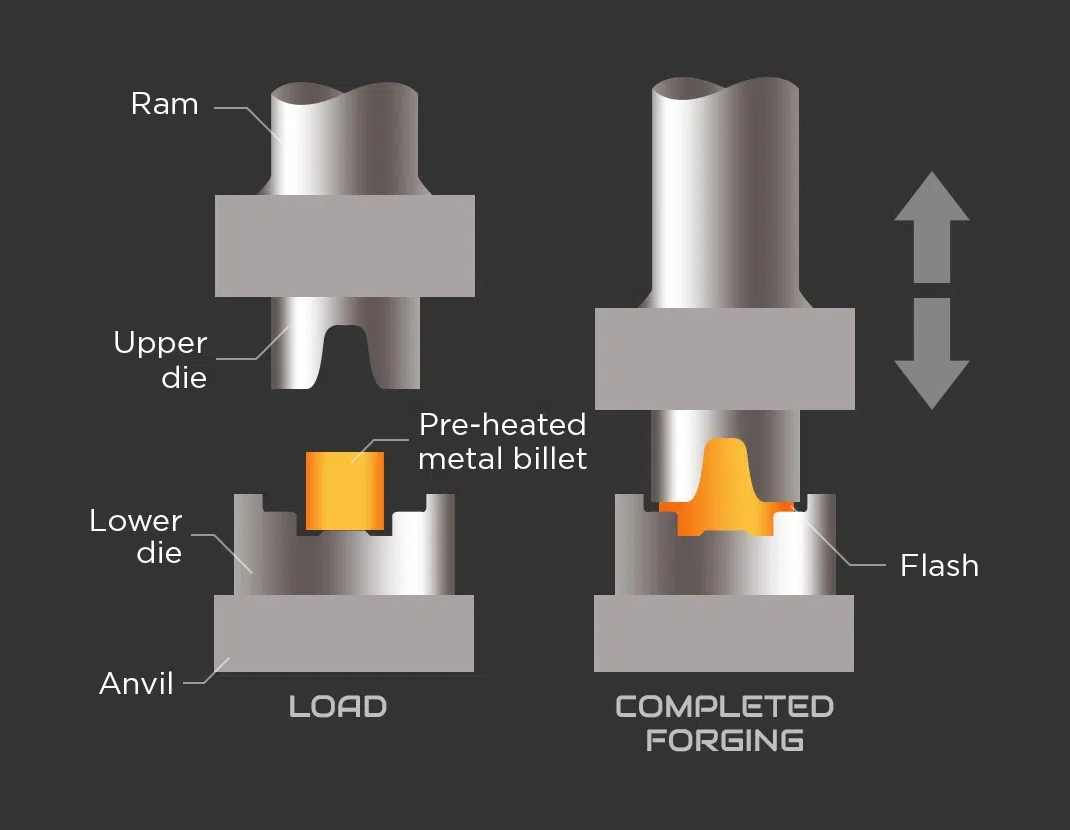
Gesenkschmieden mit Grat
Bei dieser Methode wird überschüssiges Metall in einen umgebenden Hohlraum gedrückt, wodurch der Materialfluss, die Formfüllung und die Festigkeit des Teils verbessert werden, gleichzeitig aber auch der Materialabfall zunimmt.
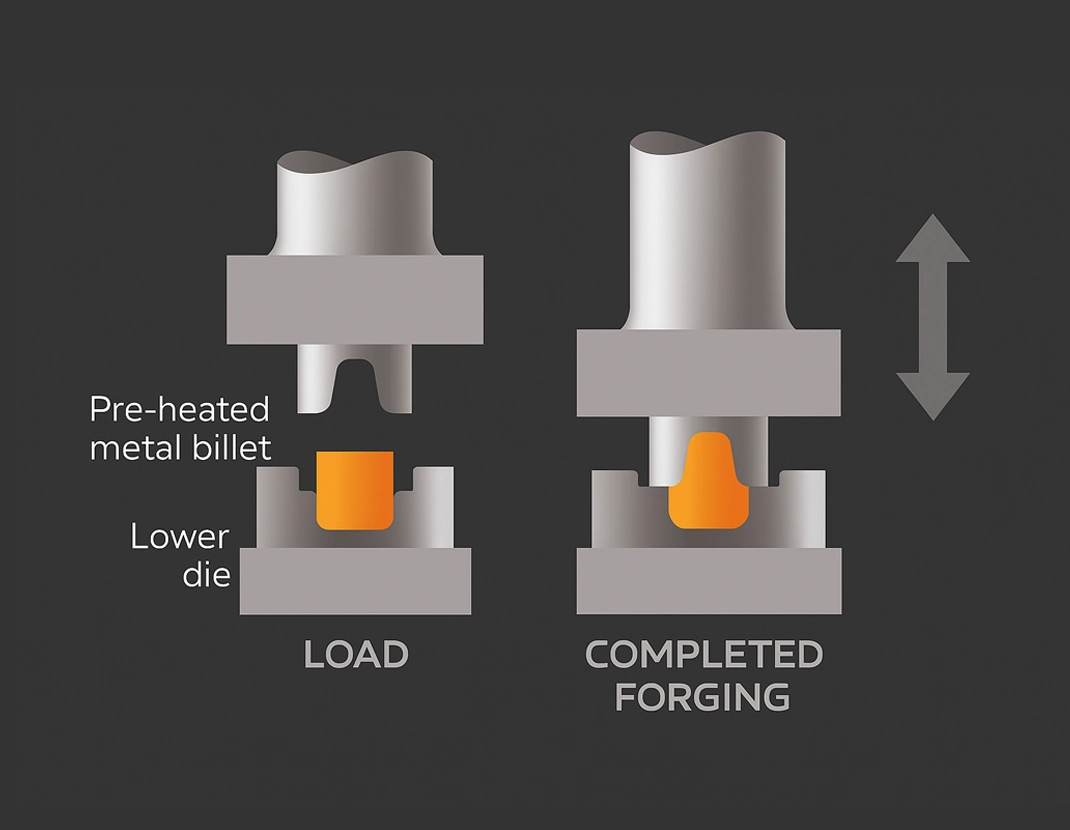
gratloses Gesenkschmieden
Das Metall wird präzise in den Formhohlräumen eingeschlossen, ohne dass es zu Überläufen kommt, wodurch Materialverlust und Nachbearbeitungsbedarf reduziert werden – ideal für die Herstellung von Bauteilen in nahezu endkonturnaher Form und für eine hocheffiziente Produktion.


Luft- und Raumfahrt
Turbinenscheiben, Fahrwerksteile, Strukturhalterungen.

Automobil
Pleuelstangen, Kurbelwellen, Zahnradrohlinge, Querlenker, Kipphebel, Achsträger, Achswellen, Umlenkhebel, Lenkgabeln.

Verteidigung
Raketenverkleidungen, Komponenten für gepanzerte Fahrzeuge.

Industrie- und Baumaschinen
Flansche, Wellen, Kupplungen, Pumpengehäuse, Baggerzähne.
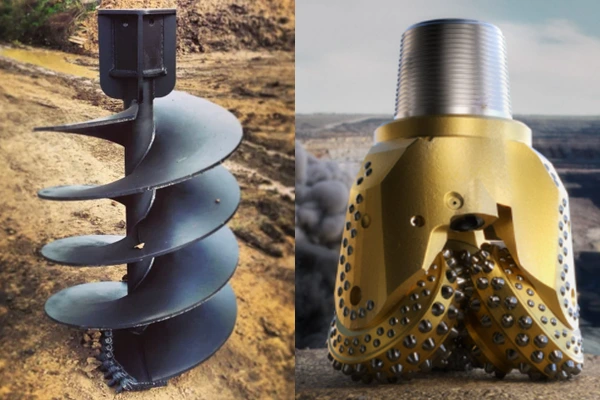
Bergbau
Erdbohrer, Schneckenbohrer.

Forstwirtschaftliche Ausrüstung
Mulcherzähne, Zerkleinerungszähne, Schlegelhammerklingen.

Landwirtschaftliche Maschinen
Antriebswellen, Zahnräder, Zinken von Egge, Spurstangenköpfe.

Ölfeldausrüstung
Winkelstücke, Hammerverschraubungen, T-Stücke, Kreuzstücke.

Heben und Takeln
Schäkel, anschweißbare D-Ringe, Haken.