
Schmieden ist ein entscheidender Prozess, bei dem Metall durch Druckkräfte geformt wird. Dabei können jedoch Fehler entstehen, die die Funktionalität und Qualität des fertigen Produkts beeinträchtigen. Diese Mängel resultieren häufig aus Problemen mit den Rohmaterialien, unsachgemäßem Schmieden oder unzureichender Nachbehandlung.
Häufige Schmiedefehler
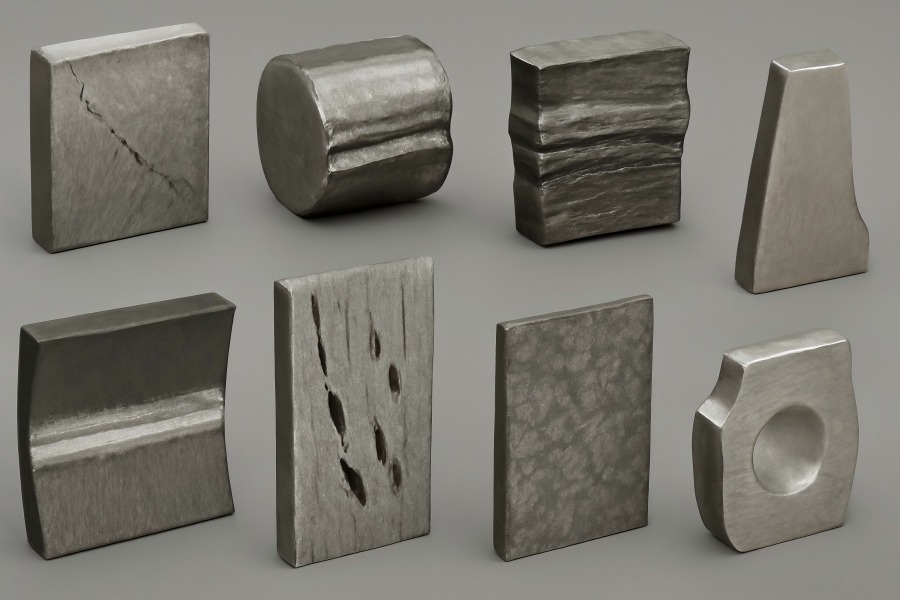
Im folgenden Abschnitt werden einige der häufigsten Kategorien aufgeführt. Schmieden Fehler werden anhand ihres Erscheinungsbildes, ihrer Ursachen und der betroffenen Materialien klassifiziert. Diese Fehler können von äußeren Mängeln bis hin zu inneren Problemen reichen, die die Festigkeit und strukturelle Integrität des Materials beeinträchtigen.
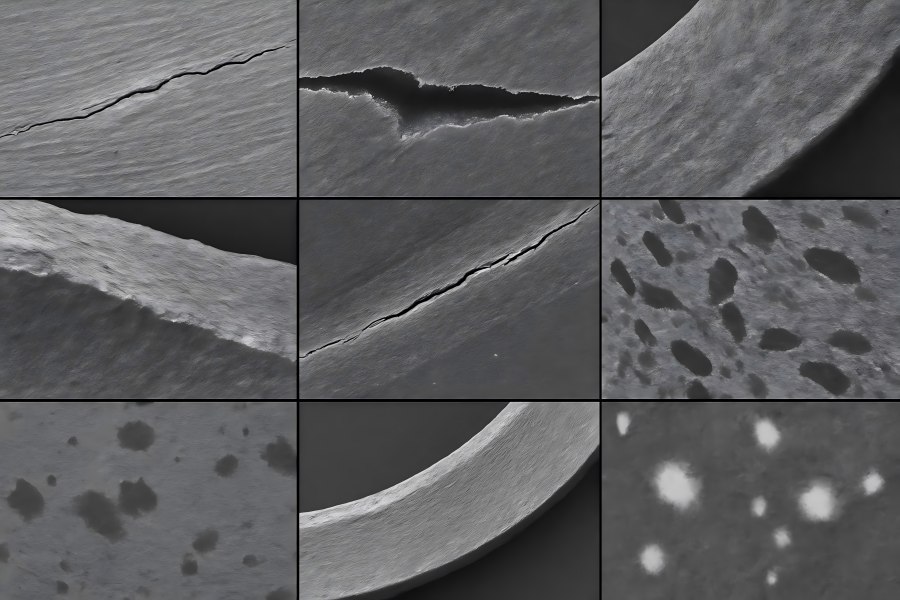
Haarrisse
Auf der Oberfläche des Metalls bilden sich Haarrisse, die typischerweise etwa 0,5 bis 1,5 mm tief sind.
- Ursachen:Diese Risse entstehen, wenn die inneren Gasblasen im Stahlblock während des Walzprozesses platzen, weil diese Blasen vor dem Schmieden nicht ausreichend entfernt wurden.
- Auswirkungen:Werden diese Risse nicht vor dem Schmieden behoben, können sie sich ausbreiten und zu schweren Brüchen im Schmiedeteil führen.
- Lösung:Vor dem Schmieden müssen ordnungsgemäße Entgasungs- und Erwärmungsprozesse durchgeführt werden, um eventuell vorhandene innere Gasblasen zu entfernen und die Bildung von Haarrissen zu verhindern.
Laminierung
Schichtfehler sind durch die Trennung von Schichten innerhalb des Materials gekennzeichnet, die oft als Risse oder Hohlräume im Material sichtbar sind.
- Ursachen:Schichtbildung entsteht typischerweise durch nichtmetallische Einschlüsse oder Verunreinigungen im Metall, die sich während des Schmiedeprozesses verlängern. Dieser Defekt tritt häufig bei legierten Stählen und Kohlenstoffstählen auf.
- Auswirkungen:Dies führt zu einer Schwächung der mechanischen Eigenschaften und kann die Festigkeit des Materials, insbesondere in Längsrichtung, verringern.
- Lösung:Es müssen hochwertige Rohstoffe verwendet und eine sorgfältige Prüfung und Reinigung des Materials vor dem Schmiedeprozess sichergestellt werden.
Schorfbildung
Die Schorfbildung zeigt sich als dünner, abziehbarer Film auf der Oberfläche des Metalls, typischerweise etwa 1,5 mm dick.
- Ursachen:Schuppenbildung entsteht durch das Verspritzen von flüssigem Stahl beim Gießen, der dann abkühlt und sich beim Walzen an der Oberfläche des Rohlings festsetzt.
- Auswirkungen:Durch die Bildung von Schorf können Oberflächenfehler entstehen, die zusätzliche Reinigungsprozesse erfordern.
- Lösung:Verbessern Sie die Kühl- und Reinigungsprozesse, um Schorf von der Oberfläche des Materials zu entfernen, bevor es geschmiedet wird.
Schichtbruch
Ein geschichteter Bruch ähnelt zerbrochenen Stein- oder Rindenstücken und tritt vor allem bei legierten Stählen wie Chrom-Nickel-Stählen auf.
- Ursachen:Dieser Defekt entsteht häufig durch mangelhafte Qualität während des Schmelzprozesses, was zu einer Entmischung von Elementen, Gasblasen oder nichtmetallischen Einschlüssen führt.
- Auswirkungen:Es beeinträchtigt die mechanischen Eigenschaften des Materials erheblich und verringert dessen Plastizität und Schlagfestigkeit.
- Lösung:Eine ordnungsgemäße Qualitätskontrolle während des Schmelz- und Raffinationsprozesses, einschließlich einer gründlichen Reinigung des Metalls, ist notwendig, um die Bildung nichtmetallischer Einschlüsse und anderer Defekte zu verhindern.
Helle Linien (helle Zonen)
Helle Linien sind glänzende, reflektierende Linien, die bei Längsbrüchen eines Materials sichtbar sind und sich üblicherweise im Kern des Rohlings befinden.
- Ursachen:Diese Linien entstehen durch die Entmischung von Legierungselementen im Material.
- Auswirkungen:Leichte helle Linien beeinträchtigen die mechanischen Eigenschaften möglicherweise nicht wesentlich, aber in schweren Fällen können sie die Plastizität und Schlagfestigkeit des Materials verringern.
- Lösung:Durch sorgfältige Kontrolle der Legierungszusammensetzung und Gewährleistung einer gleichmäßigen Vermischung der Elemente lässt sich das Auftreten von Glanzlinien minimieren.
Nichtmetallische Einschlüsse
Nichtmetallische Einschlüsse erscheinen als zerbrochene oder längliche nichtmetallische Partikel im Schmiedemetall und sind oft in Längsschnitten sichtbar.
- Ursachen:Diese Einschlüsse bilden sich typischerweise während des Schmelz- oder Gießprozesses, wenn die chemischen Reaktionen zwischen dem geschmolzenen Metall und der Ofenatmosphäre nicht ausreichend kontrolliert werden.
- Auswirkungen:Einschlüsse schwächen das Material und können Risse verursachen oder seine mechanischen Eigenschaften beeinträchtigen.
- Lösung:Durch die Verbesserung der Schmelz- und Gießprozesse, beispielsweise durch die Verwendung besserer feuerfester Materialien und die Kontrolle der Ofengase, kann das Auftreten nichtmetallischer Einschlüsse reduziert werden.
Karbidsegregation
Karbidsegregation tritt auf, wenn Bereiche innerhalb eines hochkohlenstoffhaltigen legierten Stahls höhere Konzentrationen von Karbidpartikeln aufweisen, die nicht gleichmäßig im gesamten Material verteilt sind.
- Ursachen:Dieser Defekt entsteht durch ungeeignete Schmiedetemperaturen oder dadurch, dass die Karbide während des Schmiedeprozesses nicht aufgebrochen werden.
- Auswirkungen:Es verringert die Verformbarkeit des Materials beim Schmieden und macht es anfällig für Rissbildung bei nachfolgenden Wärmebehandlungen.
- Lösung:Optimieren Sie die Schmiedetemperaturen, um eine gleichmäßige Verteilung der Karbide zu gewährleisten und die Duktilität des Materials zu verbessern.
Aluminiumoxidfilm
Der Aluminiumoxidfilm ist eine dünne, reflektierende Schicht, die sich auf der Oberfläche geschmiedeter Aluminiumteile befindet, insbesondere in der Nähe der Trennlinie der Matrize.
- Ursachen:Der Film bildet sich während des Gießprozesses, wenn das geschmolzene Metall mit Luft in Kontakt kommt und mit Feuchtigkeit oder anderen Verunreinigungen reagiert.
- Auswirkungen:Die mechanischen Eigenschaften des Materials werden negativ beeinflusst, insbesondere wenn die Ausrichtung senkrecht zur Oberfläche erfolgt.
- Lösung:Eine verbesserte Kontrolle der Gießumgebung, einschließlich der Reduzierung der Einwirkung von Feuchtigkeit und Sauerstoff, trägt dazu bei, die Bildung von Oxidschichten zu verhindern.
Fremdmetalleinschlüsse
Fremdmetalleinschlüsse entstehen, wenn Fremdmetalle unbeabsichtigt in die Hauptmetallmatrix gelangen und dadurch sichtbare Grenzen entstehen.
- Ursachen:Diese Einschlüsse entstehen typischerweise während des Schmelzprozesses, wenn der Ofen mit anderen Metallen oder Materialien verunreinigt wird.
- Auswirkungen:Fremdeinschlüsse können das Schmiedeteil erheblich schwächen und unter Belastung zu Versagen führen.
- Lösung:Sorgen Sie für saubere und kontrollierte Schmelzumgebungen und verhindern Sie Verunreinigungen während des Schmiedeprozesses.
Weiße Flecken
Weiße Flecken sind runde oder ovale Bereiche, die auf der Längsfläche eines Stahlblocks weiß oder silbern erscheinen und oft auf innere Materialprobleme hinweisen.
- Ursachen:Weiße Flecken entstehen durch wasserstoff- und phasenübergangsbedingte Spannungen im Material während schneller Abkühlung oder unsachgemäßer Wärmebehandlung.
- Auswirkungen:Weiße Flecken führen beim Schmieden zu Sprödbrüchen, wodurch die Duktilität und Festigkeit des Materials erheblich verringert werden.
- Lösung:Den Wasserstoffgehalt im Stahl kontrollieren und für angemessene Abkühlgeschwindigkeiten sorgen, um die Bildung von weißen Flecken zu verhindern.
Häufige Ursachen für Schmiedefehler
Die meisten Schmiedefehler haben ihre Ursache in einem oder mehreren der folgenden Gründe:
Rohmaterialfehler
Die Qualität der Rohstoffe beeinflusst das Ergebnis des Schmiedeprozesses unmittelbar. Minderwertige Materialien, beispielsweise solche mit Einschlüssen, Verunreinigungen oder einer ungeeigneten Legierungszusammensetzung, können zu verschiedenen Defekten führen, darunter Risse, Schichtbildung und Einschlüsse.
Unzureichende Heizung
Eine unsachgemäße Erwärmung des Rohlings vor dem Schmieden kann zu Fehlern wie Überhitzung oder Verbrennung führen, was wiederum Kornvergröberung oder Verformung des Metalls zur Folge haben kann. Um einen gleichmäßigen Rohling zu erhalten, muss die Temperatur sorgfältig reguliert werden.
Unsachgemäße Schmiedetechniken
Die fehlerhafte Anwendung von Schmiedetechniken, wie beispielsweise eine ungeeignete Werkzeugkonstruktion oder zu geringe bzw. zu hohe Krafteinwirkung, kann zu Defekten wie Faltenbildung, ungleichmäßigen Fließlinien oder inneren Rissen führen. Die Kontrolle von Temperatur, Druck und Geschwindigkeit während des Schmiedeprozesses ist daher unerlässlich, um solche Probleme zu vermeiden.
Unzureichende Nachbehandlung nach dem Schmieden
Die Nachbehandlung nach dem Schmieden, einschließlich Wärmebehandlung und Oberflächenbearbeitung, ist entscheidend für die Sicherstellung der gewünschten Materialeigenschaften. Werden diese Prozesse nicht ordnungsgemäß durchgeführt, kann dies zu Fehlern wie Zunderbildung, unzureichender Härte oder Maßabweichungen führen.
Lösungen zur Vermeidung von Schmiedefehlern
Um Schmiedefehler zu mindern oder zu verhindern, können Hersteller folgende Strategien anwenden:
- Qualitätskontrolle der Rohstoffe:Führen Sie strenge Materialprüfungsverfahren durch, um fehlerhafte Rohmaterialien vor dem Schmiedeprozess zu identifizieren und auszusortieren.
- Präzise Temperaturregelung:Gewährleisten Sie eine genaue Kontrolle der Heiz- und Schmiedetemperaturen, um Defekte wie Überhitzung, Kornvergröberung oder innere Risse zu vermeiden.
- Optimiertes Werkzeugdesign:Hochwertige Werkzeuge entwickeln und pflegen, die einen gleichmäßigen Materialfluss fördern und so Fehler aufgrund fehlerhafter Materialflüsse oder Faltenbildung reduzieren.
- Wärmebehandlung nach dem Schmieden:Durch den Einsatz geeigneter Wärmebehandlungsverfahren lässt sich die Festigkeit des Materials erhöhen und das Risiko von Defekten wie Abschreckrissen oder thermischen Spannungsbrüchen verringern.
- Regelmäßige Wartung und Inspektion:Führen Sie regelmäßige Werkzeugwartung und gründliche Nachbearbeitungsprüfungen durch, um etwaige Mängel frühzeitig im Prozess zu erkennen und zu beheben.