
Schmieden zählt nach wie vor zu den ältesten und zugleich zukunftsweisendsten Fertigungsmethoden weltweit. In den heutigen präzisionsgetriebenen Branchen – von der Automobil- bis zur Luft- und Raumfahrtindustrie – hat sich das Warmschmieden von der reinen Metallbearbeitung zu einem digital gesteuerten, qualitätsgesicherten Prozess entwickelt, der die Zuverlässigkeit moderner Bauteile maßgeblich prägt.
Das Wiederaufleben des Schmiedehandwerks in der Moderne
In einer Zeit, in der additive Fertigung und CNC-Bearbeitung die Schlagzeilen beherrschen, Warmschmieden Sie erobert still und leise ihren Platz als Rückgrat der Schwerlastfertigung zurück. Sie bietet unübertroffene mechanische Integrität, Kosteneffizienz bei großen Produktionsserien und hat sich bei Bauteilen, die hohen Belastungen, Ermüdung und extremen Temperaturen standhalten müssen, bestens bewährt.
Nach den Lieferkettenunterbrechungen und Materialengpässen Anfang der 2020er-Jahre erkannten Hersteller in Europa, Asien und Nordamerika den strategischen Wert lokaler Schmiedebetriebe neu. Schmiedeunternehmen, die in Induktionserwärmung, Prozesssimulation und digitale Qualitätsverfolgung investierten, waren besser aufgestellt, um OEMs zu bedienen, die Wert auf Ausfallsicherheit und Rückverfolgbarkeit legten.
Was ist Warmumformung?
Warmumformung ist das Verfahren der plastischen Verformung von Metall bei einer Temperatur oberhalb seines Rekristallisationspunktes. Im Gegensatz zur Kaltumformung oder Zerspanung, die zu Kaltverfestigung oder Kornfehlausrichtung führen können, gewährleistet die Warmumformung Kornfeinung, Duktilität und eine anisotrope Festigkeitsausrichtung entlang der Bauteilform.
Typische Temperaturbereiche:
| Materialart | Warmumformungstemperaturbereich (°C) | Gängige Anwendungen |
| Kohlenstoffstahl | 950–1250 | Wellen, Zahnräder, Achsen |
| Edelstahl | 1000–1200 | Ventile, medizinische Werkzeuge |
| Aluminiumlegierungen | 350–520 | Luft- und Raumfahrtarmaturen |
| Titanlegierungen | 700–950 | Teile für Strahltriebwerke |
| Nickel-Superlegierungen | 950–1150 | Turbinenschaufeln |
Bei diesen erhöhten Temperaturen weisen Metalle eine reduzierte Fließspannung auf, was die Formgebung komplexer Geometrien ermöglicht und gleichzeitig die Bildung innerer Risse minimiert.
Historische Entwicklung des Warmschmiedens
Die Entwicklung des Schmiedens spiegelt die Technologiegeschichte der Zivilisation wider. Aus der Ära von Hammer und Amboss entwickelten sich wasserbetriebene Fallhämmer, dann hydraulische Pressen, mechanische Hämmer und schließlich computergestützte Gesenkschmiedesysteme.
Abbildung 1. Historische Meilensteine der Schmiedetechnologie
| Epoche | Schlüsselinnovation | Industrielle Auswirkungen |
| Antike (vor 1000 v. Chr.) | Manuelles Schmieden mit dem Hammer | Die Geburtsstunde der Waffen- und Werkzeugherstellung |
| Industrielle Revolution | Dampf- und Fallhämmer | Massenproduktion von Hardware |
| Mitte des 20. Jahrhunderts | Hydraulische Pressen, Wärmeregelung | Aufstieg der Luft- und Raumfahrt- sowie der Automobil-Schmiedeindustrie |
| Ende des 20. Jahrhunderts | CAD/CAM- und FEA-Simulation | Designgetriebene Komponentenoptimierung |
| 21. Jahrhundert | Industrie 4.0, IoT-Integration | Echtzeitüberwachung, vorausschauende Wartung |
Moderne Schmiedewerke nutzen thermomechanische Simulationen, um den Metallfluss und den Werkzeugverschleiß vor dem eigentlichen Fertigungsvorgang virtuell vorherzusagen und so die Entwicklungszeit drastisch zu verkürzen.
Der Warmumformprozess: Schritt für Schritt
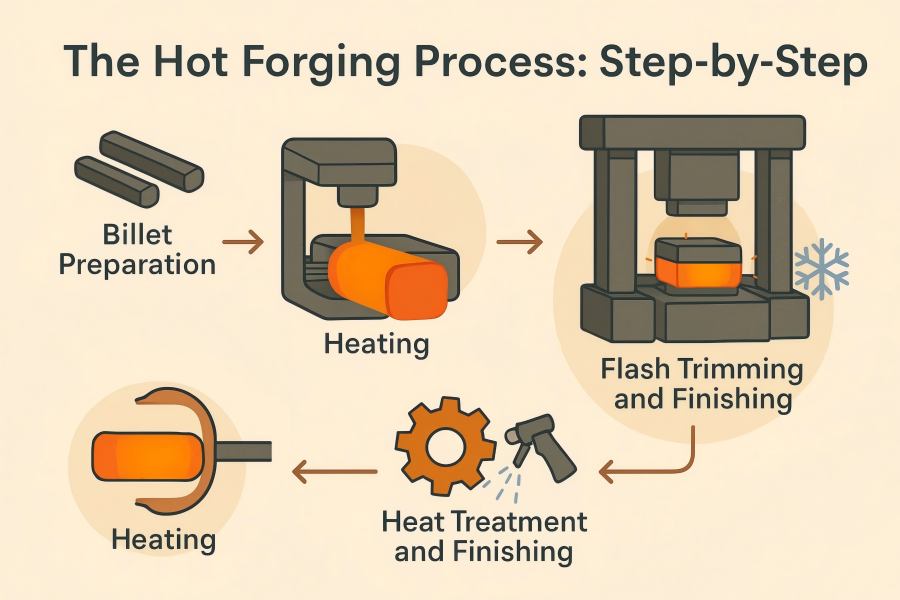
Obwohl das Grundprinzip – die Verformung von erhitztem Metall unter Druck – unverändert bleibt, sind die Ablauf- und Steuerungssysteme weitaus ausgefeilter geworden.
Knüppelvorbereitung
Rohstangen oder -stäbe werden zunächst mithilfe automatischer Scher- oder Sägesysteme in präzise Blöcke geschnitten. Die Maßgenauigkeit in dieser Phase beeinflusst direkt die Materialausnutzung und die Gratbildung.
Heizung
Moderne Warmumformverfahren nutzen Induktionsheizgeräte oder Gasöfen, die eine gleichmäßige Erwärmung des Rohlings auf ±10 °C gewährleisten. Temperatursensoren und Pyrometer stellen sicher, dass das Metall während des gesamten Umformprozesses oberhalb der Rekristallisationstemperatur bleibt.
Abbildung 2. Induktionserwärmungssequenz für Stahlknüppel
| Bühne | Temperatur (°C) | Dauer (s) | Objektiv |
| Vorheizen | 650 | 30 | Kerntemperatur homogenisieren |
| Einweichen | 1150 | 60 | Schmiededuktilität erreichen |
| Überweisen | 1050 | 10 | Temperatur vor dem Kontakt mit dem Chip beibehalten |
Schmieden (Verformung)
Je nach Werkzeugkonfiguration und Energiequelle kann das Schmieden auf verschiedene Arten erfolgen:
- Freiformschmieden:Der Rohling wird zwischen flachen Matrizen zusammengepresst, wodurch sich der Querschnitt allmählich verringert und das Werkstück verlängert wird.
- Gesenkschmieden (Formschmieden):Die Werkzeuge enthalten Hohlräume, die das Metall in nahezu endkonturnahe Geometrien formen.
- Pressschmieden:Kontinuierliche, kontrollierte Verformung durch hydraulische oder mechanische Presse; ideal für große Bauteile.
- Hammerschmieden:Hochenergetische Schlagformung; wird immer noch für bestimmte Werkzeugstähle und Luft- und Raumfahrt-Schmiedeteile verwendet.
Jede Methode bietet ein ausgewogenes Verhältnis zwischen Produktivität, Werkzeugstandzeit und Maßhaltigkeit.
Blitzbeschneidung und Kühlung
In geschlossene Form Bei diesem Verfahren wird überschüssiges Material zwischen den Werkzeughälften herausgepresst und bildet einen dünnen Grat. Dieser Grat wird in speziellen Pressen entfernt. Anschließend erfolgt eine kontrollierte Luft- oder Wasserkühlung – entscheidend für ein gleichmäßiges Mikrogefüge.
Wärmebehandlung und Endbearbeitung
Geschmiedete Teile werden nach dem Schmieden Behandlungen wie Glühen, Härten und Anlassen unterzogen, um das Gefüge zu verfeinern und die mechanischen Eigenschaften zu verbessern. Zu den Endbearbeitungsverfahren gehören Kugelstrahlen, Zerspanen, Oberflächenbeschichtung oder zerstörungsfreie Prüfverfahren (ZfP).
Kernvorteile des Warmschmiedens
Die Renaissance des Warmschmiedens beruht auf einer einfachen, aber dennoch aussagekräftigen Tatsache: Es erzeugt Teile, die fester und ermüdungsbeständiger sind als solche, die durch Gießen oder alleinige spanende Bearbeitung hergestellt werden.
Mechanische Vorteile:
- Gerichteter Kornfluss:Verbessert die Schlagzähigkeit und die Beständigkeit gegen die Ausbreitung von Ermüdungsrissen.
- Verbesserte metallurgische Integrität:Beseitigt Porosität und Entmischung, die bei Gussteilen häufig auftreten.
- Verbesserte Bearbeitbarkeit:Kontrollierte Verformung und Rekristallisation verbessern die Schneidleistung.
- Hohe Maßgenauigkeit:In Kombination mit Präzisionswerkzeugen und Temperaturregelung lassen sich Toleranzen von nur ±0,5 mm erreichen.
Wirtschaftliche Vorteile:
| Faktor | Warmumformung | Casting | CNC-Bearbeitung |
| Materialverwertung | 85–95 % | 60–70 % | 40–60 % |
| Produktionsrate | Hoch (Sekunden/Stück) | Mäßig | Niedrig |
| Verhältnis von Festigkeit zu Gewicht | Exzellent | Gerecht | Variable |
| Werkzeugkosten | Mäßig | Hoch (Schimmelpilze) | Niedrig |
| Ideal für | Hochleistungsfähige, langlebige Teile | Komplexe Hohlformen | Prototypen in Kleinserie |
Diese Vorteile machen das Warmumformen unverzichtbar für Kurbelwellen in Automobilen, Fahrwerke von Flugzeugen, Werkzeuge für den Bergbau und Verbindungsglieder von Schwermaschinen.
Schmiedeausrüstung und -technologien
Moderne Warmumformanlagen integrieren Automatisierung, Sensoren und Robotik, um bei minimalem Bedienereingriff eine gleichbleibende Qualität zu gewährleisten.
Hämmer und Pressen
| Typ | Funktionsprinzip | Typische Kapazität | Anwendung |
| Mechanischer Hammer | Das Schwungrad speichert Energie und gibt sie bei starker Beanspruchung ab. | Bis zu 50 kJ | Kleine bis mittlere Teile |
| Hydraulische Presse | Der Flüssigkeitsdruck übt eine gleichmäßige Kraft aus | 500–10.000 Tonnen | Große Gesenkschmiedeteile |
| Schraubenpresse | Rotationsmasse treibt den Stößel an | 100–5000 Tonnen | Präzisionsbauteile |
| Isotherme Presse | Hält die Werkzeugtemperatur konstant | 200–2000 Tonnen | Titan und Superlegierungen |
Die Auswahl hängt von den Energieanforderungen, der Verformungsgeschwindigkeit und der Teilegeometrie ab.
Induktionsheizsysteme
Energieeffiziente, programmierbare Induktionsöfen ermöglichen schnelles Aufheizen und selektive Temperaturprofilierung, wodurch Oxidation und Entkohlung minimiert werden.
Robotik und Automatisierung
Schmiederoboter übernehmen den Rohlingstransfer, die Werkzeugschmierung und das Entgraten in Hochtemperaturumgebungen, verbessern die Sicherheit des Bedieners und verkürzen die Zykluszeit um 15–30 %.
Simulation und digitale Zwillinge
Mithilfe der Finite-Elemente-Methode (FEM) lassen sich heute Metallfluss, Dehnung, Werkzeugspannung und thermische Gradienten vorhersagen, während digitale Zwillinge Simulationsdaten mit Echtzeit-Sensoren aus der Fertigungshalle für eine adaptive Steuerung verknüpfen.
Gängige Werkstoffe beim Warmschmieden

Das Warmschmieden eignet sich für nahezu alle industriellen Legierungsfamilien, wobei das Materialverhalten bei thermischer Verformung jedoch stark variiert.
Stähle
Kohlenstoff- und legierte Stähle bleiben aufgrund ihrer Vielseitigkeit, Kosteneffizienz und Festigkeit nach der Wärmebehandlung dominant.
Typische Schmiedestahlsorten:
| Grad | Kompositionshighlights | Anwendungsfall |
| 1045 | Mittlerer Kohlenstoff | Wellen, Zahnräder |
| 4140 | Cr-Mo-Legierung | Achsen, Kurbelwellen |
| 4340 | Ni-Cr-Mo-Legierung | Fahrwerk, schwere Wellen |
| 8620 | Ni-Cr-Mo-Einsatzstahl | Zahnräder, Getriebeteile |
Aluminiumlegierungen
Leichte und korrosionsbeständige Aluminium-Schmiedeteile finden breite Anwendung in Strukturbauteilen der Automobil- und Luftfahrtindustrie. Sorten wie 6061, 7075 und 2024 sind aufgrund ihres hohen Festigkeits-Gewichts-Verhältnisses weit verbreitet.
Titan und Superlegierungen
Für Hochtemperatur- und Hochleistungsanwendungen dominieren Titan- und Nickelbasis-Superlegierungen. Ihr Warmumformprozess erfordert eine isotherme oder nahezu isotherme Steuerung, um Oberflächenrisse zu vermeiden und die Mikrostrukturhomogenität zu erhalten.
Abbildung 3. Kategorien warmgeschmiedeter Werkstoffe nach Einsatzumgebung
| Umfeld | Typisches Material | Servicebeispiel |
| Hoher Stress, Raumtemperatur | Kohlenstoffstähle | Autoachsen |
| Hohe Temperatur (>700 °C) | Nickel-Superlegierungen | Turbinenschaufeln |
| Korrosiv/gewichtskritisch | Titanlegierungen | Luft- und Raumfahrtrahmen |
| Leitfähig/leicht | Aluminiumlegierungen | Gehäuse für Elektrofahrzeugbatterien |
Schmiedefehler und Qualitätskontrolle
Auch mit Automatisierung erfordert das Warmumformen eine sorgfältige Qualitätskontrolle. Häufige Fehler sind Überlappungen, unvollständige Füllung, Werkzeugabweichungen und Zundereinschlüsse.
Tabelle: Wichtigste Schmiedefehler und vorbeugende Maßnahmen
| Defekt | Grundursache | Verhütung |
| Runden | Übermäßiger Grat oder ungeeignete Werkzeugkonstruktion | Optimieren Sie die Trennlinie der Matrize; steuern Sie den Materialfluss. |
| Unterfüllung | Unzureichendes Materialvolumen oder zu niedrige Temperatur | Korrekte Rohlingsgröße; vollständige Werkzeugfüllung sicherstellen. |
| Risse | Überhitzung, unzureichende Kühlung oder Verunreinigungen | Die richtige Schmiedetemperatur einhalten; Rohlinge reinigen |
| Verschleiß | Zu viele Zyklen, mangelhafte Schmierung | Werkzeugbeschichtungen verwenden (z. B. Graphit, Molybdän); Wartung einplanen |
Zerstörungsfreie Prüfverfahren (ZfP)
- Ultraschallprüfung (UT):Erkennt innere Hohlräume und Einschlüsse.
- Magnetpulverprüfung (MPI):Zeigt Oberflächen- und Untergrundrisse in ferromagnetischen Metallen auf.
- Eindringprüfung mit Farbstoff (DPI):Hebt offene Oberflächenrisse in Nichteisenmetallen hervor.
- Radiologische Untersuchung (RT):Wird für kritische Luft- und Raumfahrtkomponenten verwendet.
Moderne Schmiedeanlagen integrieren diese Prüfungen in automatisierte Zellen, um schnellere Durchlaufzeiten zu ermöglichen.
Warmumformung vs. Kaltumformung
Obwohl beide zur Familie der metallumformenden Verfahren gehören, unterscheiden sich ihre Prozesscharakteristika und Ergebnisse dramatisch.
| Kriterien | Warmumformung | Kaltumformung |
| Temperatur | Über Rekristallisation | Raumtemperatur |
| Duktilität | Hoch | Niedrig bis mittel |
| Maßgenauigkeit | Mäßig | Exzellent |
| Oberflächenbeschaffenheit | Oxidiert | Glatt |
| Leben sterben | Kürzer | Länger |
| Typisches Volumen | Große und schwere Teile | Kleinteile |
| Restspannung | Niedrig | Hoch |
| Materialabfall | Niedrig (aufgrund der Blitzsteuerung) | Sehr niedrig |
Kaltumformung eignet sich hervorragend zur Herstellung kleiner, präziser Teile in großen Stückzahlen, wie beispielsweise Schrauben und Bolzen. Warmumformung hingegen ist ideal für große Strukturbauteile, die eine hohe mechanische Festigkeit erfordern.
Anwendungsbereiche in verschiedenen Branchen
Automobil
Die Automobilindustrie ist der größte Abnehmer von Schmiedeteilen. Kurbelwellen, Pleuelstangen, Lenkhebel, Zahnräder und Radnaben werden aufgrund ihrer Dauerfestigkeit fast ausschließlich geschmiedet.
Wichtigster Trend: Leichte, geschmiedete Aluminium-Fahrwerkskomponenten in Elektrofahrzeugen (EVs) zur Kompensation des Batteriegewichts.
Luft- und Raumfahrt
Triebwerks- und Fahrwerksysteme von Flugzeugen basieren auf Schmiedeteilen aus Titan- und Nickel-Superlegierungen. Das Schmieden gewährleistet eine gerichtete Faserrichtung und verhindert Gussporosität – ein entscheidender Faktor bei flugkritischen Bauteilen.
Energie und Öl & Gas
Das Warmumformen ist unerlässlich für die Herstellung von Turbinenwellen, Bohrgestängen, Flanschen und Hochdruckventilen. Die Bauteile müssen Korrosion, zyklischer Belastung und hohen Temperaturen standhalten.
Bauwesen und Bergbau
Die Verbindungsstücke von Baggern, die Werkzeuge von Hämmern und die Gesteinsbohrkronen erfordern eine immense Zähigkeit, die nur durch geschmiedete Stahlmikrostrukturen erreicht wird.
Medizin und Verteidigung
Chirurgische Instrumente und Verteidigungsgüter (Gewehrläufe, Panzerungskomponenten) werden aus geschmiedeten Edelstählen und Titan gefertigt, um Präzision und Zuverlässigkeit zu gewährleisten.
Abbildung 4. Industrielle Verteilung der Warmumformungsanwendungen
| Sektor | Geschätzter globaler Anteil (%) |
| Automobil | 45 |
| Luft- und Raumfahrt | 15 |
| Energie / Öl & Gas | 20 |
| Bauwesen & Bergbau | 10 |
| Verteidigung & Medizin | 10 |
Umwelt- und Nachhaltigkeitsaspekte
Das Image des Schmiedens als energieintensiver, emissionsbelastender Prozess wandelt sich rasant. Moderne Anlagen setzen auf Elektrifizierung und geschlossene Kreislaufsysteme.
Energieeffizienz
Induktionsheizungen verbrauchen bis zu 30 % weniger Energie als herkömmliche Gasheizungen. Regenerative Brenner und Abwärmerückgewinnungssysteme reduzieren den Brennstoffverbrauch zusätzlich.
Materialnutzung
Fortschrittliche Werkzeugkonstruktionen und gratfreies Schmieden verbessern die Materialausbeute um 5–10 %. Bei Anwendungen in der Automobilindustrie mit hohem Produktionsvolumen bedeutet dies eine jährliche Einsparung von Tausenden Tonnen Stahl.
Schmierung und Abfallreduzierung
Umweltfreundliche Schmierstoffe ersetzen Graphit-Öl-Gemische und senken so die CO₂-Emissionen und die Belastung der Arbeiter durch Feinstaub. Recycelbare Beschichtungssysteme reduzieren gefährliche Abfälle.
Kreislaufwirtschaft
Schmiedeabfälle – abgeschnittene Grate, fehlerhafte Rohlinge und Bearbeitungsspäne – sind zu 100 % recycelbar und werden direkt wieder in Stahl- und Aluminiumschmelzöfen eingespeist.
Servicemodelle in der Schmiedeindustrie
Die Warmumformung erfolgt über verschiedene Geschäfts- und Liefermodelle.
| Servicemodell | Beschreibung | Typischer Kunde |
| Lohnschmieden | Kundenspezifische Teile werden gemäß Zeichnung/Spezifikation gefertigt. | Kleine OEMs, F&E-Labore |
| Vertragsschmieden | Langfristige Lieferverträge für Serienteile | Automobilzulieferer der ersten Ebene |
| Integriertes Schmieden und Bearbeiten | Schmieden plus Endbearbeitung und Montage | Luft- und Raumfahrt & Verteidigung |
| Build-to-Print (BTP) | Der Kunde liefert das vollständige Design; die Fälscher gewährleisten die Einhaltung der Prozesse. | Energie, Öl und Gas |
| Designunterstütztes Schmieden | Gemeinsame Entwicklung; der Schmied bringt seine Expertise im Bereich der Herstellbarkeit ein. | Start-ups, Prototyping |
Zunehmend differenzieren sich Dienstleister durch das Angebot von Designsimulation, Werkzeuglebensdauermanagement und Nachbearbeitungs-Rückverfolgbarkeit über digitale Plattformen.
Die Rolle von Simulation und KI beim Schmieden
Künstliche Intelligenz ergänzt heute das traditionelle metallurgische Fachwissen. Modelle des maschinellen Lernens prognostizieren anhand historischer Produktionsdaten die Schmiedebelastung, den Werkzeugverschleiß und die Wahrscheinlichkeit von Fehlern.
Fallbeispiel: KI-basierte Vorhersage der Chiplebensdauer
Ein europäisches Schmiedeunternehmen nutzte neuronale Netze zur Analyse von 200.000 Schmiedezyklen. Durch die Korrelation von Werkzeugtemperatur und Schmierintervallen mit der Verschleißtiefe verlängerten KI-Modelle die Werkzeugstandzeit um 22 % und sparten jährlich rund 300.000 € ein.
Prozessoptimierung mittels digitalem Zwilling
Ein digitaler Zwilling integriert Sensordaten (Temperatur, Druck, Hub) mit FEA-Simulationen und ermöglicht es den Bedienern, Pressenparameter in Echtzeit anzupassen, um Defekte zu vermeiden oder den Energieverbrauch zu verbessern.
Nachbearbeitungsprozesse und Mehrwertdienste
Das Schmieden ist oft nur der erste Schritt in einer Kette von präzisen Nachbearbeitungsprozessen, die eine Rohform in ein einbaufertiges Bauteil verwandeln.
Zerspanung und Schleifen
Bei der CNC-Bearbeitung wird nur minimal Material abgetragen, da die geschmiedeten Teile nahezu endkonturnah sind. Präzisionsschleifen und Honen ermöglichen Toleranzen bis zu ±0,02 mm für Anwendungen in der Luft- und Raumfahrt.
Wärmebehandlung
Kundenspezifische Zyklen erreichen die erforderlichen mechanischen Eigenschaften:
- Normalisierung:Getreide verfeinern und Stress abbauen.
- Härten und Anlassen:Erhöhung der Zugfestigkeit.
- Lösungsbehandlung (für Aluminium/Titan):Legierungselemente homogenisieren.
Oberflächenbehandlungen
- Kugelstrahlen:führt zu Druckspannungen an der Oberfläche und verbessert so die Dauerfestigkeit.
- Nitrieren / Aufkohlen:Oberflächenhärtung zur Verbesserung der Verschleißfestigkeit.
- Anodisieren (Aluminium):Korrosionsschutz und ästhetische Verbesserung.
Inspektion und Zertifizierung
Warmgeschmiedete Bauteile, insbesondere in der Luft- und Raumfahrt sowie im Verteidigungsbereich, müssen Normen wie AMS 4928, ASTM A29 oder ISO 10243 entsprechen. Die Zertifizierung umfasst die chemische Zusammensetzung, die mechanischen Eigenschaften, die Mikrostruktur und die Maßhaltigkeit.
Wirtschaftliche Rahmenbedingungen der Schmiedeindustrie
Mitte der 2020er Jahre überstieg der globale Schmiedemarkt 85 Milliarden US-Dollar und wird Prognosen zufolge bis 2030 auf fast 120 Milliarden US-Dollar anwachsen, angetrieben durch die Infrastruktur für erneuerbare Energien und die elektrifizierte Mobilität.
Regionale Highlights
| Region | Marktanteil (%) | Wichtigste Wachstumstreiber |
| Asien-Pazifik | 55 | Automobilzentren in China, Indien, Japan |
| Europa | 20 | Initiativen im Bereich Luft- und Raumfahrt sowie umweltfreundlicher Stahl |
| Nordamerika | 18 | Lieferketten für Verteidigung und Elektrofahrzeuge |
| Andere (MEA, Lateinamerika) | 7 | Öl- und Gasinfrastruktur |
Die Rückverlagerung der Produktion und die regionale Diversifizierung nach der Pandemie führen zu neuen Investitionen in Schmiedepressen mittlerer Kapazität in den Vereinigten Staaten und Südostasien.
Neue Trends und Innovationen
Formnahes und präzises Schmieden
Fortschritte im Werkzeugdesign ermöglichen es, Teile nahezu in ihrer endgültigen Geometrie aus der Presse zu entnehmen, wodurch die Bearbeitungszeit um 50 % reduziert wird.
Hybridfertigung
Schmieden in Kombination mit additiver Fertigung (AM) vereint die Vorteile beider Verfahren: die mechanischen Eigenschaften geschmiedeter Teile und die Komplexität gedruckter Strukturen. Vorformlinge können geschmiedet und anschließend durch AM-Auftragsfertigung für komplexe Kanäle oder Kühlwege fertiggestellt werden.
Intelligente Schmiedewerke
IoT-vernetzte Pressen überwachen Stößelgeschwindigkeit, Werkzeugtemperatur und Belastung in Echtzeit. Algorithmen zur vorausschauenden Wartung alarmieren Techniker vor einem Ausfall und gewährleisten so nahezu null Stillstandszeiten.
Grünes Schmieden
Der Übergang zu wasserstoffbasierten Heizsystemen und elektrischen Pressen ist im Gange. Skandinavische und japanische Schmieden haben Pilotprojekte für klimaneutrale Anlagen durchgeführt, die erneuerbaren Strom und recycelte Rohstoffe nutzen.
Herausforderungen für Warmumformungsdienstleistungen
Trotz Innovationen steht die Branche vor anhaltenden Herausforderungen:
- Werkzeugkosten und Lieferzeit:Präzisionswerkzeuge können 15–25 % des Projektbudgets beanspruchen.
- Fachkräftemangel:Schmiedeingenieure und Metallurgen werden immer älter; Nachwuchs ist rar.
- Energievolatilität:Preisschwankungen bei Strom und Gas haben einen erheblichen Einfluss auf die Rentabilität.
- Resilienz der Lieferkette:Legierungsknappheit oder geopolitische Störungen können die Produktion zum Erliegen bringen.
- Engpässe bei der Qualitätszertifizierung:Die Einhaltung der AS9100- oder ISO/TS-Normen ist für kleine Schmieden nach wie vor ressourcenintensiv.