Die Stahlschmiedetechnik ist das Herzstück der modernen Schwerindustrie. Von Achsen und Turbinenwellen in der Automobilindustrie bis hin zu Baumaschinen und Schienenkupplungen – geschmiedete Stahlbauteile bestimmen die Festigkeit, Sicherheit und Langlebigkeit unzähliger mechanischer Systeme. Doch selbst mit modernsten Pressen, präzisen Werkzeugen und strenger Prozesskontrolle können Fehler auftreten, die Leistung und Rentabilität beeinträchtigen.
Das Verständnis der Ursachen dieser Mängel und die Umsetzung praktischer Lösungen direkt in der Produktion sind für jeden Hersteller, der eine gleichbleibende Qualität und langfristige Zuverlässigkeit anstrebt, von entscheidender Bedeutung.
Tabelle der Schmiedefehler und deren Lösungen
| Fehlertyp | Hauptursache | Praktische Lösung |
| Risse (heiß/kalt) | Thermische Belastung, Wasserstoff, unzureichende Kühlung | Gleichmäßige Erwärmung, Vorwärmen der Werkzeuge, Spannungsarmglühen |
| Runden/Falten | Scharfe Kanten, niedrige Temperatur, schlechte Strömung | Glatte Werkzeugkonstruktion, ordnungsgemäße Schmierung, Vorwärmung |
| Unterfüllung | Geringe Presskraft, kalte Werkzeuge, mangelhafte Knüppelkonstruktion | Korrekte Presskraft, optimale Temperatur, Vorformkorrektur |
| Zunderung und Entkohlung | Oxidierende Atmosphäre, lange Einwirkzeit | Schutzbeschichtung, kürzere Aufheizzeit, Kugelstrahlen |
| Schrumpfungshohlräume | Ungleichmäßige Kühlung, unzureichende Verformung | Starke Reduktion, gerichtete Erstarrung, Ultraschallprüfung |
| Kornflussdiskontinuität | Mangelhafte Vorform- oder Werkzeugkonstruktion | Strömungssimulationsanalyse, korrekte Ausrichtung |
| Einschlüsse | Kontaminierter Stahl, Schlackeneinschluss | Schmelzen reinigen, Entgasen, Ultraschallprüfung |
| Verwerfung | Ungleichmäßige Abkühlung, Eigenspannung | Kontrollierte Abkühlung, Spannungsarmglühen |
| Übermäßiger Blitz | Zu großer Rohling, schlechter Zuschnitt | Präzise Volumenregelung, scharfe Werkzeuge, Trimmprüfung |
| Unsachgemäße Mikrostruktur | Falsche Wärmebehandlung | Kontrollierte Zyklen, Temperaturüberwachung, Kornfeinung |
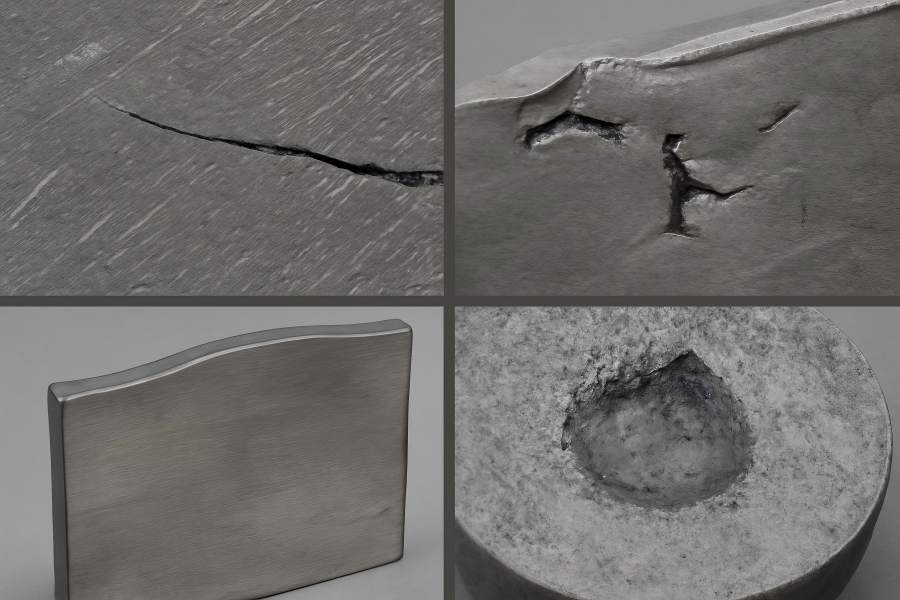
1. Risse (Warm- und Kaltrisse)
Rissbildung gehört zu den schwerwiegendsten SchmiedenDefekte. Sie entstehen, wenn innere oder äußere Spannungen während oder nach der Verformung die Duktilität des Materials überschreiten. Heißrisse bilden sich beim Schmieden, Kaltrisse typischerweise beim Abkühlen oder bei nachfolgenden Behandlungen.
Ursachen:
- Übermäßige Spannungen während der Verformung oder Werkzeugtrennung.
- Überhitzung oder Unterhitzung, wodurch Temperaturgradienten innerhalb des Rohlings entstehen.
- Wasserstoffversprödung durch Feuchtigkeit oder Verunreinigungen im Stahl.
- Unzureichende Abkühlgeschwindigkeit oder ungenügende Vorwärmung großer Rohlinge.
Lösungen:
- Halten Sie die Schmiedetemperaturen gleichmäßig im empfohlenen Bereich für die jeweilige Stahlsorte ein.
- Große Rohlinge und Matrizen sollten gleichmäßig vorgewärmt werden, um abrupte Temperaturabfälle zu vermeiden.
- Die Wasserstoffentwicklung lässt sich durch trockene Atmosphäre und saubere Stahloberflächen kontrollieren.
- Wenden Sie eine kontrollierte Abkühlung und eine Spannungsarmglühung nach dem Schmieden an.
- Bevor Sie mit der Fertigstellung beginnen, führen Sie eine zerstörungsfreie Prüfung (ZfP) durch, um eventuell vorhandene versteckte Risse aufzuspüren.
Auswirkungen:
Risse können hochbelastete Bauteile wie Wellen oder Zahnräder unbrauchbar machen. Durch deren Vermeidung wird nicht nur der Ausschuss reduziert, sondern auch Ihr Ruf für Zuverlässigkeit in kritischen Branchen geschützt.
2. Überlappungen und Faltungen
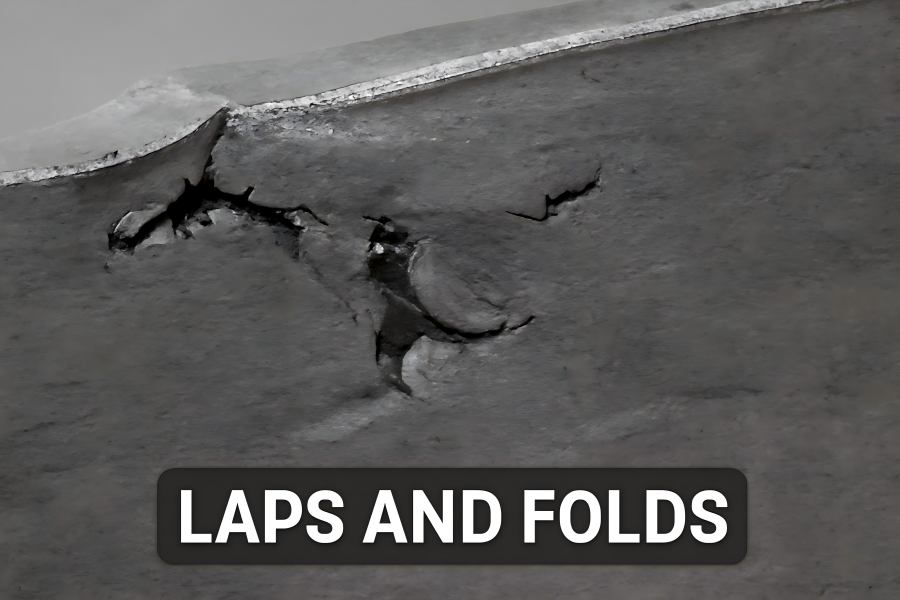
Überlappungen oder Falten entstehen, wenn sich die Materialoberfläche beim Schmieden über sich selbst faltet und keine innere Verbindung eingeht. Diese Defekte führen durch ihre Wirkung als Spannungskonzentratoren zu vorzeitigem Ermüdungsbruch.
Ursachen:
- Mangelhafte Werkzeugkonstruktion mit scharfen Ecken oder abrupten Richtungsänderungen.
- Unzureichende Schmiedetemperatur führt zu geringer Plastizität.
- Unzureichender Schmiededruck oder mangelhafte Schmierung führen zu ungleichmäßigem Materialfluss.
- Übermäßige Ablagerungen auf den Rohlingoberflächen verursachen Strömungsstörungen.
Lösungen:
- Die Werkzeuge sollten so umgestaltet werden, dass ein gleichmäßiger Materialfluss und abgerundete Übergänge gewährleistet sind.
- Für eine ordnungsgemäße Vorwärmung des Rohlings und eine gleichmäßige Temperatur im gesamten Abschnitt sorgen.
- Durch den Einsatz einer effektiven Werkzeugschmierung lassen sich Reibung und Faltenbildung minimieren.
- Entzundern Sie die Rohlinge vor dem Schmieden durch Kugelstrahlen oder chemische Reinigung.
- Untersuchen Sie Schmiedeteile mit Oberflächenprüfverfahren, um frühzeitig Überlappungen zu erkennen.
Auswirkungen:
Durch das Vermeiden von Überlappungen und Falten wird eine überlegene Dauerfestigkeit und eine ästhetisch ansprechende Oberflächenbeschaffenheit gewährleistet – entscheidend für sichtbare oder stark beanspruchte Bauteile wie Kurbelwellen, Kupplungen und Antriebsachsen.
3. Unterfüllung (Unvollständige Werkzeugfüllung)
Unterfüllung entsteht, wenn geschmolzenes oder festes Metall den Formhohlraum nicht vollständig ausfüllt. Dies führt zu fehlenden Bereichen, reduzierten Abmessungen oder unzureichender Wandstärke – was wiederum Ausschuss oder kostspielige Nachbearbeitung zur Folge hat.
Ursachen:
- Unzureichender Schmiededruck oder unzureichende Presskraft.
- Niedrige Schmiedetemperatur, wodurch die Fließfähigkeit des Metalls verringert wird.
- Ungenaue Rohlingsgröße oder ungeeignete Vorformlingskonstruktion.
- Kaltformen absorbieren Wärme vom Rohling.
Lösungen:
- Prüfen Sie, ob die Pressenkapazität der erforderlichen Füllmenge für eine vollständige Werkzeugfüllung entspricht.
- Halten Sie die Temperaturen von Rohling und Werkzeug innerhalb des Zielbereichs.
- Passen Sie das Rohlingsvolumen und die Vorform an, um eine vollständige Füllung zu gewährleisten.
- Vor jedem Schmiedezyklus für ausreichende Schmierung und Werkzeugerwärmung sorgen.
- Verwenden Sie Strömungssimulationssoftware, um das Füllverhalten zu überprüfen.
Auswirkungen:
Unterfüllung reduziert direkt das nutzbare Material und beeinträchtigt die Festigkeit in kritischen Bereichen. Eine gleichmäßige Rohlingtemperatur und eine geeignete Werkzeugkonstruktion sind entscheidend, um diesen kostspieligen Fehler zu vermeiden.
4. Zunder- und Oberflächenentkohlung
Zunder bezeichnet die Bildung von Eisenoxiden auf der Oberfläche des Rohlings während des Erhitzens. Entkohlung ist der Kohlenstoffverlust in der Oberflächenschicht durch Oxidation. Beides führt zu einer schlechten Oberflächenqualität und verringerter Härte bzw. Verschleißfestigkeit.
Ursachen:
- Längere Erhitzung oder Einwirkung einer oxidierenden Atmosphäre.
- Zu lange Heizzeit oder mangelhafte Temperaturregelung.
- Verunreinigte Brennstoff- oder oxidierende Ofengaszusammensetzung.
- Fehlende Schutzbeschichtungen oder neutrale Atmosphären während der Erhitzung.
Lösungen:
- Verkürzen Sie die Einweichzeit und achten Sie auf eine gleichmäßige Wärmeverteilung.
- Um Oxidation zu verhindern, sollten kontrollierte oder neutrale Ofenatmosphären verwendet werden.
- Vor dem Erhitzen die Rohlinge mit einer Antizunderbeschichtung versehen.
- Die geschmiedeten Teile müssen nach dem Schmieden sofort durch Kugelstrahlen oder Beizen gereinigt werden.
- Um die Einhaltung der Vorschriften sicherzustellen, sind Oberflächenhärte- oder Kohlenstoffgehaltsprüfungen durchzuführen.
Auswirkungen:
Durch die Minimierung von Zunder und Entkohlung werden die Bearbeitungszugaben verringert, die Dauerfestigkeit verbessert und die Oberflächengüte erhöht – was für stark beanspruchte Kontaktteile unerlässlich ist.
5. Schrumpfungshohlräume und innere Hohlräume

Beim ungleichmäßigen Abkühlen von flüssigem Metall oder heißen Zonen entstehen in großen Schmiedeteilen Lunker. Der zentrale Bereich zieht sich zusammen, wodurch Hohlräume oder Mikroporen entstehen, die die Stabilität des Bauteils beeinträchtigen.
Ursachen:
- Große Querschnitte kühlen im Kern zu langsam ab.
- Unzureichende Verformung zur Schließung der Porosität aus dem Rohblockstadium.
- Mangelhafte Knüppelqualität oder Entmischung innerhalb des Rohmaterials.
- Ungleichmäßige Abkühlung nach dem Schmieden oder unsachgemäße Wärmebehandlung.
Lösungen:
- Verwenden Sie Rohlinge, deren innere Unversehrtheit durch Ultraschallprüfung nachgewiesen wurde.
- Um Hohlräume zu beseitigen, muss beim Schmieden eine ausreichende Verformung (Umformgrad ≥ 3:1) angewendet werden.
- Setzen Sie auf gerichtete Erstarrung und ein Vorformlingdesign, das den inneren Fließverschluss fördert.
- Große Schmiedeteile müssen gleichmäßig abgekühlt und spannungsarm geglüht werden, um Schwindzonen zu vermeiden.
- Vor der Bearbeitung sollten Ultraschallprüfungen oder Makroätzprüfungen durchgeführt werden.
Auswirkungen:
Innere Hohlräume können im Betrieb zu plötzlichen Brüchen führen. Durch deren Vermeidung wird eine zuverlässige Tragfähigkeit in Turbinen, Pressenrahmen und Schwerlastwellen gewährleistet.
6. Unterbrechung des Kornflusses
Durch das Schmieden werden die Faserkörner entlang der Bauteilform ausgerichtet, was zu einer höheren Festigkeit führt. Werden die Fließlinien unterbrochen, gekreuzt oder falsch ausgerichtet, verliert das Bauteil seine Richtungszähigkeit.
Ursachen:
- Fehlerhafte Vorformlingsgestaltung, die zu einer abrupten Umlenkung des Metallflusses führt.
- Fehlerhafte Werkzeuggeometrie unterbricht gleichmäßige Verformung.
- Ungleichmäßige Knüppeltemperatur oder außermittige Beladung.
- Unvollständige Schmiedereduktion oder vorzeitige Fertigstellung.
Lösungen:
- Die Konstruktion von Vorformlingen und Werkzeugen sollte einen natürlichen Materialfluss um Ecken und Abrundungen gewährleisten.
- Nutzen Sie Simulationen, um den Kornfluss zu visualisieren und Verformungswege zu optimieren.
- Gleichmäßige Ausrichtung des Rohlings und gleichbleibende Schmiedetemperatur gewährleisten.
- Um einen kontinuierlichen Fluss zu erzielen, muss in jeder Phase eine ausreichende Verformung vorgenommen werden.
- Die Flussrichtung kann durch Makroätztests an Musterbauteilen überprüft werden.
Auswirkungen:
Eine gleichmäßige Kornstruktur verbessert die Ermüdungsbeständigkeit und Bruchzähigkeit – was insbesondere bei Antriebsstrang- und Strukturbauteilen von entscheidender Bedeutung ist.
7. Einschluss und Verunreinigungseinschluss
Einschlüsse sind nichtmetallische Partikel wie Schlacke, Oxide oder feuerfeste Rückstände, die in der Metallmatrix eingeschlossen sind. Sie wirken als Kerbstoffe und initiieren unter zyklischer Belastung Risse.
Ursachen:
- Verunreinigter Rohstahl oder unsachgemäße Schmelzraffination.
- Zu viel Ofenschlacke gelangte in die Knüppel.
- Oxidation beim Wiedererhitzen oder Turbulenzen im Metallfluss.
- Unzureichende Filtration von flüssigem Stahl vor BesetzungDie
Lösungen:
- Beschaffung hochreiner Rohlinge und Sicherstellung der Einschlusskontrolle während der Stahlherstellung.
- Entschlackung und Entgasung der Schmelze vor der Erstarrung.
- Für saubere Ofenbedingungen und kontrollierte Heizumgebungen sorgen.
- Mithilfe von Rohlingsprüfung und Ultraschallprüfung lassen sich Einschlüsse unter der Oberfläche erkennen.
- Implementieren Sie Filtration und kontrollierte Strömungswege während des Wiedererwärmens und Schmiedens.
Auswirkungen:
Durch die Reduzierung von Einschlüssen werden die Zähigkeit und die Dauerfestigkeit erhöht, was die Produktkonsistenz direkt verbessert und die Kundenretouren reduziert.
8. Verformung und Verzerrung
Verformungen entstehen, wenn verschiedene Teile eines Schmiedeteils unterschiedlich schnell abkühlen oder sich zusammenziehen. Dies führt zu Verdrehungen, Verbiegungen oder Fehlausrichtungen, die die Bearbeitungsgenauigkeit und die Passgenauigkeit bei der Montage beeinträchtigen.
Ursachen:
- Unterschiedliche Abkühlungsgeschwindigkeiten für dünne und dicke Abschnitte.
- Eigenspannungen aufgrund ungleichmäßiger Verformung.
- Schnelles Abschrecken ohne ausreichende Vorkühlung.
- Mangelhafte Halterungsunterstützung während der Wärmebehandlung.
Lösungen:
- Schmiedeteile mit gleichmäßigerer Wandstärke konstruieren.
- Die Kühlrate kann mithilfe von Luftventilatoren, Öfen oder kontrollierten Medien gesteuert werden.
- Nach dem Schmieden eine Spannungsarmglühung durchführen.
- Verwenden Sie Vorrichtungen, um die Teile während der Wärmebehandlung zu stützen und ein Verbiegen zu verhindern.
- Überprüfen Sie die Abmessungen unmittelbar nach dem Abkühlen, um frühzeitige Verformungen zu erkennen.
Auswirkungen:
Durch die Vermeidung von Verzug wird die Maßgenauigkeit sichergestellt, die Bearbeitungstoleranzen werden reduziert und kostspielige Nacharbeiten an großen Stahlbauteilen vermieden.
9. Übermäßiger Grat oder Schnittfehler
Grat entsteht, wenn beim Schmieden überschüssiges Material zwischen den Gesenken herausgepresst wird. Zu viel Grat oder unzureichendes Entgraten können Materialverlust, erhöhten Bearbeitungsaufwand oder scharfe Grate an den fertigen Teilen verursachen.
Ursachen:
- Übergroße Rohlinge, die zu viel überschüssiges Metall produzieren.
- Zu großes Werkzeugspiel oder mangelhafte Ausrichtung.
- Zu starkes Drücken oder falsche Hublänge.
- Stumpfe Trimmwerkzeuge oder falsch ausgerichtete Trimmmatrizen.
Lösungen:
- Berechnen Sie das Rohmaterialvolumen genau für jede Teilekonstruktion.
- Passen Sie die Düsenverschluss- und Gratflächenabmessungen für einen optimalen Materialfluss an.
- Pflegen Sie Ihre Schneidwerkzeuge und achten Sie auf scharfe Kanten für saubere Schnitte.
- Verwenden Sie mechanisches oder Laser-Trimmen, um Grate zu reduzieren.
- Regelmäßige Kontrolle der Gratdicke und der Schnittgenauigkeit.
Auswirkungen:
Eine effektive Gratkontrolle verbessert die Effizienz, reduziert Abfall und minimiert die Kosten der Nachbearbeitung – ein direkter Produktivitätsgewinn für Schmiedelinien mit hohem Durchsatz.
10. Ungeeignetes Mikrogefüge oder unzureichende Wärmebehandlungsreaktion
Selbst bei korrekter Form und Abmessungen können mikrostrukturelle Defekte die mechanischen Eigenschaften drastisch reduzieren. Grobe Körner, unraffinierte Carbide oder Restaustenit verringern die Zähigkeit und die Dauerfestigkeit.
Ursachen:
- Falsche Schmiedetemperatur führt zu unvollständiger Rekristallisation.
- Überhitzung und Kornvergröberung.
- Ungleichmäßige Abkühlung oder unsachgemäßes Abschrecken.
- Abweichungen im Wärmebehandlungszyklus (Temperatur, Zeit oder Medium).
Lösungen:
- Die Temperatur während des Schmiede- und Endbearbeitungsprozesses muss streng überwacht werden.
- Zur Verfeinerung der Körner werden Zwischenschritte der Normalisierung angewendet.
- Verwenden Sie kontrollierte Härte- und Anlassverfahren, die der Stahlsorte angepasst sind.
- Die Gleichmäßigkeit der Wärmebehandlung wird mittels Härte- und Mikrostrukturprüfungen überprüft.
- Schulen Sie die Ofenbediener in der korrekten Ofenbeladung und der Einhaltung des Arbeitszyklus.
Auswirkungen:
Durch die Erzielung eines feinen, gleichmäßigen Mikrogefüges wird sichergestellt, dass jedes Schmiedeteil die für anspruchsvolle Einsatzbedingungen erforderliche Festigkeit, Duktilität und Zähigkeit erfüllt oder übertrifft.
Qualitätssicherung im Schmiedeprozess
Fehlervermeidung beschränkt sich nicht nur auf die Fehlerbehebung, sondern umfasst die Etablierung einer Kultur der Prozesskontrolle und kontinuierlichen Verbesserung. Die folgenden Prinzipien tragen dazu bei, langfristige Konsistenz und Kundenvertrauen zu gewährleisten:
Materialintegrität
Verwenden Sie stets zertifizierten, sauberen Stahl. Stellen Sie sicher, dass alle eingehenden Knüppel und Blöcke Ultraschall- und chemischen Prüfungen unterzogen werden. Wählen Sie für große Schmiedeteile Material mit geringer Entmischung und nachgewiesener mechanischer Homogenität.
Prozessüberwachung
Installieren Sie Temperatursensoren und digitale Überwachungssysteme an Öfen und Pressen. Erfassen Sie die Werkzeugtemperatur, die Kerntemperatur des Rohlings und die Hubdaten der Presse zur Rückverfolgbarkeit.
Werkzeug- und Werkzeugmanagement
Prüfen Sie die Werkzeuge regelmäßig auf Verschleiß, Risse oder Maßabweichungen. Erstellen Sie einen vorbeugenden Wartungsplan und überholen Sie die Werkzeuge, bevor Qualitätsabweichungen auftreten.
Zerstörungsfreie Prüfung (NDT)
Setzen Sie zerstörungsfreie Prüfverfahren wie Ultraschall-, Magnetpulver- und Röntgenprüfung ein, um innere Defekte vor der Bearbeitung zu erkennen. Regelmäßige Stichproben verringern das Risiko, fehlerhafte Teile auszuliefern.
Simulation und prädiktive Steuerung
Moderne Simulationssoftware für Schmiedeprozesse kann Metallfluss, Temperaturgradienten und Fehlerrisiken vor Produktionsbeginn modellieren. Der Einsatz prädiktiver Analysen ermöglicht eine schnellere Prozessoptimierung und reduziert die Kosten für Testläufe.
Validierung der Wärmebehandlung
Die Wärmebehandlung bestimmt die endgültigen Eigenschaften von Schmiedestahl. Präzise Ofensteuerung, kalibrierte Thermoelemente und regelmäßige Härteprüfungen gewährleisten, dass jede Charge den Spezifikationen entspricht.
Schulung und kontinuierliche Verbesserung
Wenn es um Fehler geht, sind Ihre Bediener Ihre erste Verteidigungslinie. Kontinuierliche Schulungen zu Prozessvariablen, Fehlererkennung und Gerätepflege gewährleisten gleichbleibende Ergebnisse Schicht für Schicht.