Closed-die Drop Forging
Closed-die Press Forging
Closed-die Upset Forging
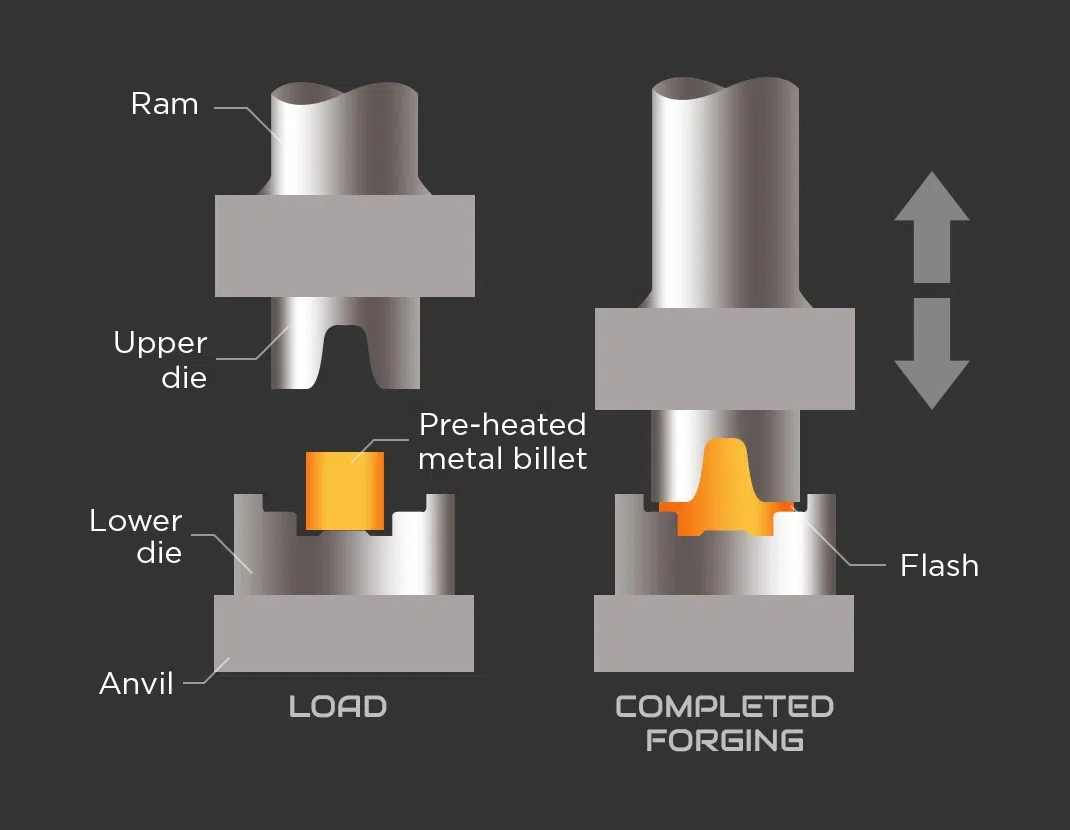
Closed-die Forging with Flash
This method forces excess metal into a surrounding cavity, enhancing material flow, die fill, and part strength while increasing material waste.
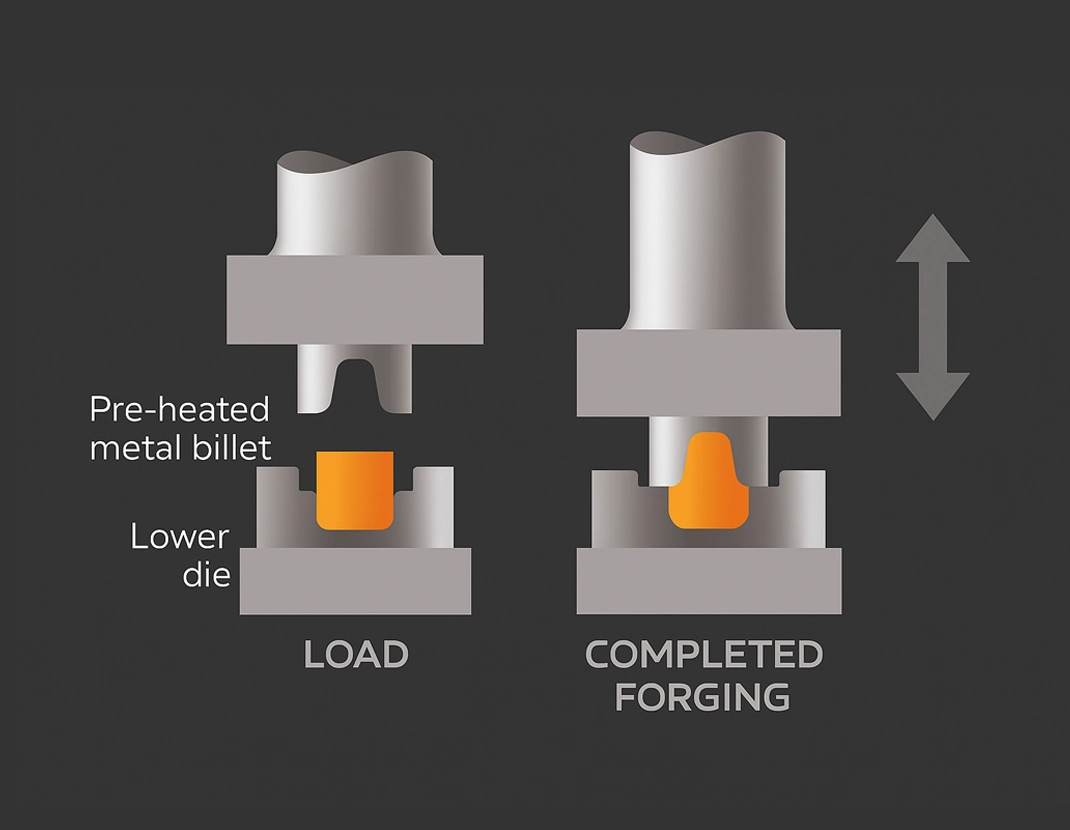
Closed-die Forging without Flash
Precisely confines metal within die cavities without overflow, reducing material loss and trimming needs, ideal for near-net shape and high-efficiency production.


Aerospace
Turbine discs, landing gear parts, structural brackets.

Automotive
Connecting rods, crankshafts, gear blanks, control arms, rocker arms, axle beams, axle shafts, idler arms, steering yokes.

Defense
Missile casings, armored vehicle components.

Industrial & Construction Machinery
Flanges, shafts, couplings, pump housings, excavator bucket teeth.
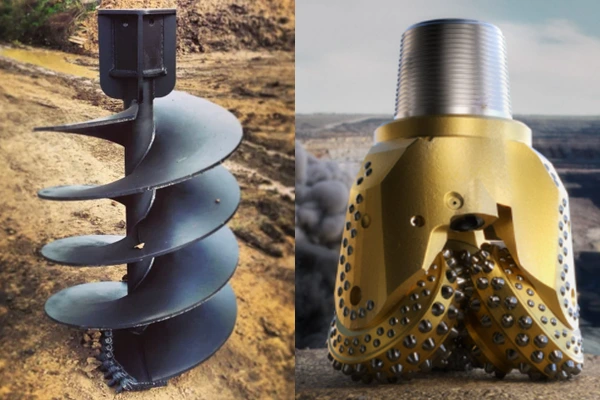
Mining Industry
Ground drilling bits, auger bits.

Forestry Equipment
Mulcher teeth, tub grinder teeth, flail hammer blades.

Agricultural Machinery
Drive shafts, gears, spike harrow teeth, tie rod ends.

Oilfield Equipment
Elbows, hammer union nuts, tees, crosses.

Lifting & Rigging
Shackles, weld-on D-rings, hooks.