
Loose and tight tolerances influence tooling, machining, inspection, assembly, rejection risk, and cost. For Custom cast parts, the best tolerance is the widest range that still consistently ensures reliable performance.
Casting Tolerance
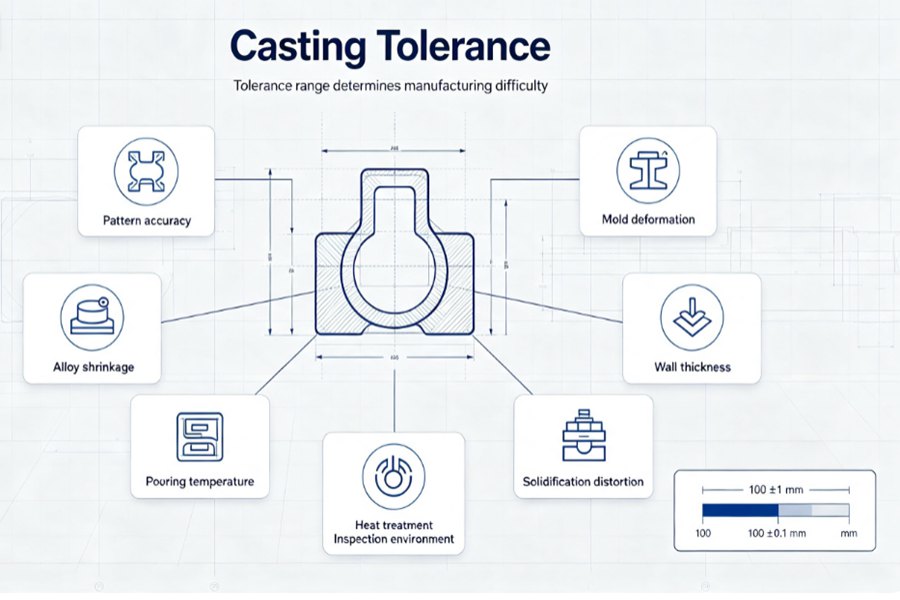
A dimension specified as 100 ±1 mm can normally fall between 99 mm and 101 mm. A tighter requirement such as 100 ±0.1 mm reduces the permitted range to 99.9–100.1 mm.
That smaller variation may appear minor on the drawing. In production, however, it can change the entire manufacturing route.
Casting dimensions are influenced by several factors:
- Pattern and mold accuracy
- Alloy shrinkage during cooling
- Mold movement or deformation
- Wall thickness differences
- Pouring temperature and filling behavior
- Part distortion after solidification
- Heat treatment deformation
- Datum selection during machining
- Measurement method and inspection environment
Loose Tolerance
Loose dimensional tolerances allow greater size flexibility during molding, solidification, post-cleaning and surface finishing processes.
This tolerance grade is ideal for scenarios where minor dimensional deviations have no impact on part assembly, load bearing, sealing performance, mechanical motion or overall visual appearance.
Advantages
- Lower tooling precision requirements
- Reduced mold adjustment
- Faster process approval
- Lower inspection workload
- Fewer rejected parts
- Better cost control for small batches
- Easier production of large or irregular castings
Wide tolerances boost manufacturing flexibility, and minor dimensional fluctuations inherent to casting rarely render qualified parts defective.
Limitations
- Uneven assembly gaps
- Additional fitting work
- Poor shaft or bearing alignment
- Inconsistent wall clearance
- Difficulty using automated assembly
- Variation in the finished appearance
- Increased adjustment during installation
Tight Tolerance
Narrow tolerances limit dimensional deviations and stabilize cross-batch consistency, typically adopted for critical surfaces governing assembly fit, sealing, motion, alignment and load transmission.
Advantages
- More repeatable installation
- Better alignment between components
- Reduced vibration from dimensional mismatch
- More stable sealing pressure
- Lower assembly adjustment
- Improved interchangeability
- Better suitability for automated production
- More predictable operating clearance
For high-volume equipment, repeatability may be more valuable than the nominal dimension itself.
Limitations
Tight tolerance increases manufacturing sensitivity. Small changes in mold temperature, tool wear, alloy shrinkage, part cooling, or machining setup can push a component outside the permitted range.
The cost increase does not come from measurement alone. It comes from maintaining the process consistently enough to pass that measurement.
Performance Impact
Feature functionality determines how tolerances alter component performance.
| Part Feature | Loose-Tolerance Risk | Benefit of Tight Control |
| Bearing Bore | Movement, noise, uneven loading | Stable bearing fit and alignment |
| Sealing Face | Uneven compression or leakage | Consistent gasket contact |
| Bolt Pattern | Difficult assembly | Faster and more repeatable installation |
| Shaft Centerline | Vibration and premature wear | Improved rotational alignment |
| Housing Exterior | Usually limited functional impact | Mainly visual consistency |
| Structural Rib | Minor dimensional variation | Normally limited additional value |
| Flow Passage | Uneven flow area | More predictable flow performance |
| Mounting Datum | Equipment misalignment | Reliable positioning in the assembly |
The key lies not in tighter dimensional control itself, but whether this precision upgrade boosts real part performance.
Cost
Simple Guide
| Cost Factor | Loose Tolerance | Tight Tolerance |
| Tooling | $2,000–8,000 | $5,000–20,000 |
| Machining | $3–10/part | $10–40/part |
| Inspection | $1–5/part | $8–30/part |
| Scrap Rate | 1%–3% | 3%–8% |
| Best Volume | Small to medium batches | Medium to large batches |
Reference ranges vary by casting process, alloy, size, geometry, and order quantity.
Tooling
Molds with broad tolerances simplify manufacturing and maintenance. Strict tolerance requirements call for ultra-precise tool components, which adds frequent adjustments and upkeep amid continuous production.
Casting Process
Tighter control may require:
- More stable raw material conditions
- Narrower pouring temperature control
- Consistent mold compaction
- Controlled cooling
- Additional straightening
- Reduced tool wear limits
- Smaller production windows
Machining
Machining is often the most direct way to achieve tight dimensions. It also introduces new cost drivers:
- Additional setups
- Fixture design
- Cutting tools
- Machine time
- Datum preparation
- Intermediate inspection
- Tool replacement
- Chip and material loss
Specifying a tight tolerance on several disconnected surfaces may require multiple machining setups. The tolerance value remains the same, but the production cost rises sharply because the part must be repositioned and re-referenced.
Inspection
Simple measuring tools suffice for wide-tolerance components. Tight geometric specs call for CMMs, dedicated fixtures, controlled environments and full inspection documentation. Inspection catches size errors, and steady process control avoids them during production.
Scrap and Rework
As tolerance windows narrow, rework and rejection increase. Machining, straightening, or welding may recover some parts, but one critical out-of-tolerance interface can scrap an entire complex casting, raising total cost.
Single Tolerance Is Unsuitable for Entire Components
Custom cast parts usually contain three dimensional groups:
Functional Dimensions
Bores, shaft centers, sealing widths, mounting positions, and thread locations directly affect assembly and operation, so they usually require tight tolerances.
Supporting Dimensions
Rib thickness, boss height, flange diameter, cavity spacing, and tool-access areas affect strength or processing but generally suit moderate tolerances.
Non-Critical Dimensions
Outer contours, identification pads, decorative surfaces, non-contact edges, and general profiles can use wider tolerances to reduce cost without affecting performance.
Simplified Selection Guide
| Part Requirement | Recommended Approach |
| General exterior shape | Loose tolerance |
| Large structural casting | Loose to moderate tolerance |
| Bearing or shaft interface | Tight tolerance |
| Sealing surface | Machined tight tolerance |
| Non-contact rib or boss | Standard casting tolerance |
| Automated assembly feature | Tight positional control |
| Prototype with uncertain design | Standard casting plus machining |
| High-volume repeat component | Process-controlled selective tolerance |
| Cosmetic profile without assembly function | Loose tolerance |
| Multiple critical interfaces | Datum-based machining plan |
Considerations
Part Function
Base tolerance planning on operational needs, and identify dimensions governing sealing, positioning, motion, load bearing and safety.
Casting Method
Confirm whether the selected process can maintain the required dimension in the as-cast condition. Machining may be more reliable for critical interfaces.
Part Size and Geometry
Large dimensions, uneven walls, long sections, and asymmetric shapes are more sensitive to shrinkage and distortion.
Datum Structure
A tight dimension without a clear datum can create inspection disagreement. Production and measurement must reference the same surfaces.
Machining Accessibility
A theoretically feasible tolerance can incur high costs if cutting tools lack easy access to the target feature.
Annual Quantity
Precision tooling becomes easier to justify as production volume increases. For short runs, flexible machining may offer a lower total investment.
Inspection Method
Engineering drawings need verifiable dimensions. Cumbersome inspection workflows slow approval and raise ongoing production costs.
Cost-efficient custom castings adopt broad tolerances for non-critical surfaces, medium precision for auxiliary structures, and strict dimensional limits only on key functional mating areas.