
Los anillos laminados son componentes críticos de soporte de carga que se utilizan en los sectores aeroespacial, petrolero y del gas, de generación de energía, minero, de rodamientos y de maquinaria pesada. Aunque ofrecen un flujo de grano sólido, una alta resistencia y una buena consistencia dimensional, un control deficiente durante el calentamiento, la laminación, el tratamiento térmico o la inspección puede provocar defectos superficiales o internos.
1. Grietas superficiales
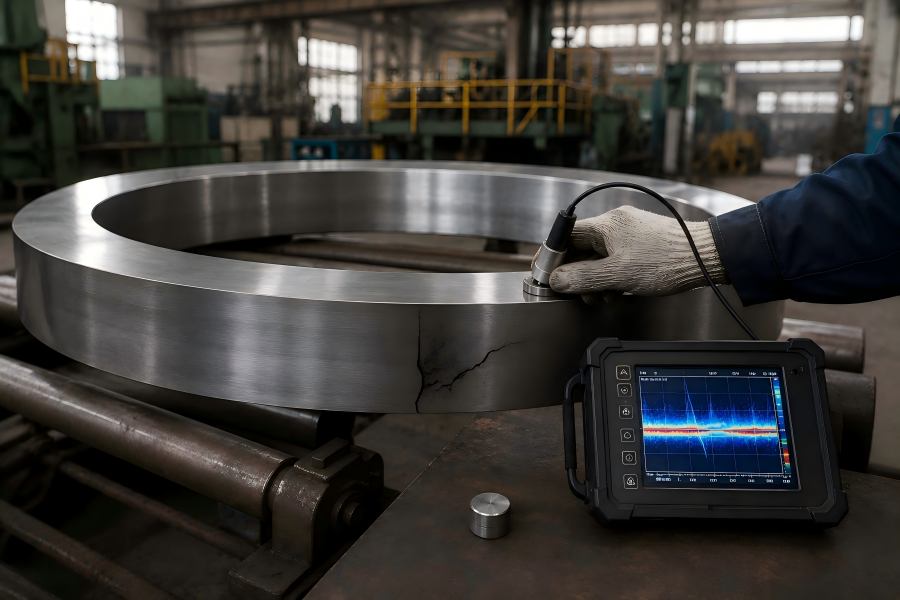
Las grietas superficiales son uno de los defectos más comunes que se encuentran en los anillos laminados. Estas grietas pueden aparecer como finas líneas capilares, discontinuidades cortas o fracturas visibles más profundas en el diámetro exterior, el diámetro interior o la cara lateral del anillo.
Las grietas superficiales son peligrosas porque pueden expandirse durante el mecanizado, el tratamiento térmico o el servicio. En equipos rotativos, las grietas pueden crecer bajo cargas cíclicas y, con el tiempo, provocar fallos por fatiga.
Causas
- Temperatura inadecuada de forjado o laminado
- Deformación excesiva en una sola pasada
- Baja ductilidad del material
- Enfriamiento rápido tras el calentamiento o el laminado
- Defectos superficiales en la palanquilla original
- Distribución desigual de la temperatura
- Lubricación insuficiente durante el laminado
- Manipulación incorrecta o impacto mecánico
Métodos de prevención
Otras medidas preventivas incluyen:
- Inspeccionar las palanquillas antes de la producción
- Eliminar los defectos superficiales antes de la forja
- Utilizar relaciones de reducción adecuadas
- Evitar una deformación excesiva en una sola pasada
- Controlar la velocidad de enfriamiento tras la laminación
- Aplicar una lubricación adecuada
- Mantener las superficies de las herramientas limpias y lisas
- Realizar una inspección visual tras cada proceso clave
2. Grietas y huecos internos
Las grietas y huecos internos son defectos ocultos en el interior del anillo laminado. Son más difíciles de detectar que los defectos superficiales y pueden afectar gravemente al rendimiento mecánico.
El área efectiva de soporte de carga del anillo se ve reducida por estos defectos. Bajo cargas pesadas, presión o vibración, las grietas internas pueden agrandarse y conectarse con otros defectos, lo que conduce a la falla.
Causas
Las grietas y huecos internos pueden deberse a:
- Mala calidad del lingote o del bloque
- Consolidación incompleta durante el forjado
- Gas atrapado o cavidades de contracción
- Una relación de reducción de forjado insuficiente
- Deformación inadecuada durante el laminado
- Segregación grave en la materia prima
- Tensión interna excesiva
- Enfriamiento inadecuado tras el laminado o el tratamiento térmico
Métodos de prevención
El método de prevención más eficaz es partir de materias primas de alta calidad. Los fabricantes deben utilizar acero certificado, acero aleado, acero inoxidable, aleación de aluminio u otros materiales especificados procedentes de acerías fiables.
Entre las medidas de prevención importantes se incluyen:
- Solicitar certificados de los materiales
- Comprobar la calidad de los lingotes antes de la producción
- Aplicar una reducción de forja suficiente
- Optimizar los programas de deformación
- Evitar gradientes de temperatura excesivos
- Control de las velocidades de enfriamiento
- Utilizar ensayos por ultrasonidos para la inspección interna
- Rechazar materiales con discontinuidades internas inaceptables
Los ensayos por ultrasonidos son especialmente importantes para anillos laminados de gran tamaño y anillos utilizados en aplicaciones críticas. Permiten detectar grietas internas, huecos, inclusiones y laminaciones antes de que el producto se envíe.
3. Excentricidad
La falta de circularidad significa que el anillo laminado no mantiene una forma circular uniforme. El anillo puede adquirir una forma ligeramente ovalada, ondulada o con un diámetro irregular.
Para componentes como rodamientos, engranajes, mesas giratorias, bridas y anillos de sellado, la circularidad es esencial. Una circularidad inadecuada puede provocar vibraciones, una distribución desigual de la carga, problemas de montaje y un desgaste prematuro.
Causas
La falta de circularidad puede deberse a:
- Una configuración incorrecta de la máquina de laminación de anillos
- Fuerza de laminado desigual
- Alineación incorrecta del mandril o del rodillo principal
- Temperatura del material irregular
- Velocidad de laminado excesiva
- Desgaste de las herramientas
- Control deficiente por parte del operario
- Enfriamiento desigual tras el laminado
- Manipulación o almacenamiento incorrectos
Durante el laminado del anillo, este se expande a medida que disminuye el espesor de la pared. Si la fuerza de laminado no es estable o el mandril no está correctamente alineado, la deformación puede volverse irregular. Esto hace que el anillo pierda su forma circular.
Los anillos de gran diámetro son más difíciles de controlar porque son más pesados y más sensibles a las diferencias de temperatura y a la deformación por manipulación.
Métodos de prevención
Para evitar la falta de circularidad, los fabricantes deben utilizar equipos de laminado de anillos en buen estado y un control preciso del proceso.
Las medidas recomendadas incluyen:
- Calibración periódica de la máquina
- Alineación adecuada del mandril y los rodillos
- Control estable de la velocidad de laminado
- Calentamiento uniforme antes del laminado
- Supervisión del diámetro en tiempo real
- Inspección dimensional intermedia
- Enfriamiento controlado tras la laminación
- Soporte adecuado durante la manipulación y el almacenamiento
Las modernas laminadoras de anillos con CNC pueden mejorar significativamente la redondez, ya que permiten un control más preciso de la fuerza de laminado, la velocidad y la expansión del anillo.
Tras el laminado, se debe realizar una inspección dimensional para verificar el diámetro exterior, el diámetro interior, la redondez y la concentricidad.
4. Variación del espesor de la pared
La variación del espesor de la pared se produce cuando la pared del anillo no es uniforme en toda la circunferencia. Una zona puede ser más gruesa, mientras que otra es más delgada.
Este defecto puede afectar al rendimiento mecánico, al equilibrio, al margen de mecanizado y a la precisión del montaje final. En aplicaciones relacionadas con la presión, un espesor de pared desigual también puede provocar una concentración de tensiones.
Causas
Las causas más comunes incluyen:
- Programa de laminación incorrecto
- Alineación inadecuada de las herramientas
- Flujo irregular del material
- Velocidad de laminado inestable
- Escasa uniformidad de la temperatura
- Vibración del equipo
- Preparación incorrecta de los lingotes
- Error del operador
Si la pieza en bruto inicial no está correctamente centrada o la operación de punzonado es imprecisa, el anillo puede entrar en el laminado con una geometría irregular.
Métodos de prevención
Los fabricantes pueden reducir la variación del espesor de la pared mejorando la preparación de la pieza en bruto y el control del laminado.
Entre las medidas eficaces se incluyen:
- Corte y repujado precisos de la palanquilla
- Punzonado y preformado adecuados
- Diseño correcto de las herramientas
- Parámetros de laminación estables
- Supervisión en tiempo real del espesor de la pared
- Comprobaciones dimensionales frecuentes
- Formación de operadores cualificados
- Mantenimiento preventivo de los equipos de laminación
En el caso de los anillos laminados de precisión, debe reservarse un margen de mecanizado suficiente. Sin embargo, los fabricantes deben evitar confiar únicamente en el mecanizado para corregir errores de conformado importantes, ya que un mecanizado excesivo puede reducir la eficiencia del material y afectar a las ventajas del flujo de grano.
5. Solapamientos y pliegues

Los solapamientos y pliegues se producen cuando el metal se superpone durante la deformación, pero no se une correctamente. Estos defectos pueden aparecer en la superficie del anillo laminado o cerca de ella.
Son perjudiciales porque forman discontinuidades en el interior del material. Bajo carga, estas zonas pueden convertirse en puntos de inicio de grietas.
Causas
Los solapamientos y pliegues suelen estar relacionados con un flujo deficiente del material durante el forjado o el laminado.
Entre las causas más comunes se incluyen:
- Forma inadecuada de la palanquilla
- Operación de preformado incorrecta
- Deformación excesiva
- Temperatura de conformado baja
- Diseño deficiente de las herramientas
- Programa de laminación inadecuado
- Flujo irregular del metal
- Oxidación superficial o contaminación
Si el material fluye demasiado rápido en una zona y se ve restringido en otra, el metal puede plegarse sobre sí mismo. Una vez que se forma un pliegue, normalmente no se puede reparar mediante laminado o mecanizado posteriores, a menos que sea superficial y se elimine por completo.
Métodos de prevención
Para evitar solapamientos y pliegues es necesario controlar cuidadosamente el flujo del metal.
Los fabricantes deben:
- Optimizar las dimensiones de los lingotes y las preformas
- Mantener las temperaturas correctas de forjado y laminado
- Utilizar velocidades de deformación adecuadas
- Evitar una reducción excesiva en una sola pasada
- Mejorar el diseño de las herramientas
- Eliminar la cascarilla antes del conformado
- Controle la forma del anillo durante el laminado
- Utilice la simulación de procesos para piezas complejas
En el caso de anillos con secciones transversales especiales, el diseño del proceso es especialmente importante. El software de simulación puede ayudar a predecir el flujo del material e identificar las zonas en las que puede producirse plegado.
6. Defectos de la cascarilla y contaminación de la superficie
Durante el calentamiento, el acero y muchas aleaciones reaccionan con el oxígeno de la atmósfera del horno, formando una capa de óxido en la superficie. Si la capa de óxido no se elimina correctamente, puede quedar incrustada en la superficie del anillo durante el forjado o el laminado.
La contaminación de la superficie puede reducir la calidad de la misma, aumentar la dificultad de mecanizado y crear puntos débiles.
Causas
Los defectos de la costra y la contaminación pueden deberse a:
- Tiempo de calentamiento excesivo
- Temperatura elevada del horno
- Control deficiente de la atmósfera del horno
- Entorno del horno sucio
- Descalcificación inadecuada
- Mala manipulación del material
- Aceite, suciedad o partículas extrañas en la superficie del lingote
La escoria puede quedar atrapada en la superficie durante la deformación. En algunos casos, crea picaduras o zonas rugosas tras su eliminación.
Métodos de prevención
Los fabricantes deben controlar las condiciones de calentamiento y mantener limpio el entorno de producción.
Entre los métodos útiles se incluyen:
- Reducir el tiempo de calentamiento innecesario
- Controlar la atmósfera del horno
- Limpieza periódica del horno
- Descalcificación antes del laminado
- Utilizar la descalcificación con agua a alta presión cuando sea adecuado
- Mantener limpios los lingotes antes del calentamiento
- Evitar el contacto con suciedad o materias extrañas
- Granallado tras el laminado cuando sea necesario
La limpieza de la superficie antes de la inspección también es importante. Los defectos son más fáciles de detectar cuando se han eliminado la cascarilla y la contaminación.
7. Inclusiones
Las partículas no metálicas atrapadas en el interior del metal se denominan inclusiones. Pueden consistir en óxidos, sulfuros, escoria u otros materiales extraños.
Aunque las inclusiones pequeñas pueden ser aceptables dentro de ciertas normas, las inclusiones grandes o concentradas pueden reducir la tenacidad, la resistencia a la fatiga y la resistencia al impacto.
Causas
Las inclusiones suelen proceder del proceso de fabricación del acero o de fundición.
Las posibles causas incluyen:
- Contaminación por escoria
- Proceso de refinado deficiente
- Erosión de los refractarios
- Desoxidación insuficiente
- Materia prima de baja calidad
- Proceso de colada inadecuado
- Entorno de fusión contaminado
Métodos de prevención
Los fabricantes y compradores deben exigir:
- Proveedores de material fiables
- Informes certificados sobre los materiales
- Métodos de producción de acero limpios
- Inspección de los materiales entrantes
- Pruebas por ultrasonidos
- Evaluación metalúrgica cuando sea necesario
- Trazabilidad desde la materia prima hasta el producto final
Para aplicaciones aeroespaciales, energéticas y de equipos a presión, los requisitos de limpieza de los materiales suelen ser más estrictos. Los compradores deben especificar claramente las normas aplicables y los niveles de inspección en los documentos de compra.
8. Deformación por tratamiento térmico
La dureza, la resistencia, la tenacidad y la resistencia al desgaste se encuentran entre las cualidades mecánicas que se mejoran mediante el tratamiento térmico. La normalización, el recocido, el temple, el revenido, el tratamiento de solución y el envejecimiento son procedimientos comunes de tratamiento térmico.
Sin embargo, si el tratamiento térmico no se controla correctamente, los anillos laminados pueden deformarse.
Causas
La deformación por tratamiento térmico puede deberse a:
- Calentamiento desigual
- Enfriamiento desigual
- Carga incorrecta del horno
- Soporte inadecuado durante el calentamiento
- Enfriamiento rápido
- Tensión residual por laminado
- Grandes diferencias de espesor en la sección
- Microestructura no uniforme
Los anillos laminados de gran tamaño son especialmente vulnerables, ya que pueden producirse diferencias de temperatura entre la superficie y el núcleo. Estas diferencias generan tensiones térmicas que pueden alterar la forma del anillo.
Métodos de prevención
Para reducir la deformación por tratamiento térmico, los fabricantes deben utilizar procedimientos de tratamiento térmico controlados y uniformes.
Entre las medidas importantes se incluyen:
- Utilizar hornos calibrados
- Garantizar un calentamiento uniforme
- Seleccionar un tiempo de mantenimiento adecuado
- Sujetar los anillos correctamente en el horno
- Utilizar medios de temple adecuados
- Controlar la velocidad de enfriamiento
- Aplicar un tratamiento de alivio de tensiones cuando sea necesario
- Comprobación de las dimensiones tras el tratamiento térmico
En el caso de anillos de alta precisión, se puede realizar un mecanizado en bruto antes del tratamiento térmico, seguido de un mecanizado final tras el tratamiento térmico. Esto ayuda a eliminar la deformación sin dejar de conseguir unas dimensiones finales precisas.
9. Crecimiento excesivo del grano
El rendimiento mecánico de un anillo laminado se ve significativamente afectado por su estructura de grano. Los granos finos y uniformes suelen proporcionar una mayor resistencia, tenacidad y resistencia a la fatiga.
El crecimiento excesivo del grano debilita el material y puede reducir la tenacidad al impacto y la fiabilidad en servicio.
Causas
El crecimiento excesivo de grano suele estar causado por:
- Sobrecalentamiento durante el forjado o el laminado
- Tiempo de mantenimiento excesivo en el horno
- Temperatura inadecuada del tratamiento térmico
- Ciclos de recalentamiento repetidos
- Un control deficiente del proceso
- Selección incorrecta del material
Cuando el metal se mantiene a alta temperatura durante demasiado tiempo, los granos pueden crecer. Una vez que los granos se vuelven demasiado gruesos, es posible que el anillo ya no cumpla con las propiedades mecánicas requeridas.
Métodos de prevención
Los fabricantes pueden evitar el crecimiento excesivo de los granos mediante un control térmico estricto.
Los métodos recomendados incluyen:
- Establecer las temperaturas de calentamiento correctas
- Evitar el recalentamiento innecesario
- Controlar el tiempo de mantenimiento
- Supervisar con precisión la temperatura del horno
- Utilizar ciclos de tratamiento térmico adecuados
- Realizar inspecciones de la microestructura
- Realizar ensayos de propiedades mecánicas
10. Tensión residual
La tensión interna que persiste en un anillo tras su fabricación, incluso en ausencia de una fuerza externa, se denomina tensión residual.
Aunque normalmente no es visible, la tensión residual puede provocar inestabilidad dimensional, agrietamiento, deformación durante el mecanizado o fallos prematuros durante el servicio.
Causas
La tensión residual puede deberse a:
- Deformación desigual durante el laminado
- Enfriamiento rápido tras la forja
- Gradientes de temperatura en el tratamiento térmico
- Templado
- Mecanizado intensivo
- Eliminación desigual de material
- Reparación por soldadura, si se utiliza
- Enderezado o corrección inadecuados
Durante el mecanizado, la tensión residual puede liberarse gradualmente. Esto puede provocar que el anillo se deforme tras la eliminación de material, lo que dificulta el mantenimiento de tolerancias estrictas.
Métodos de prevención
La tensión residual puede reducirse mediante un diseño adecuado del proceso.
Entre los métodos útiles se incluyen:
- Enfriamiento controlado tras el laminado
- Tratamiento térmico de alivio de tensiones
- Mecanizado equilibrado por ambos lados
- Evitar la eliminación excesiva de material en un solo paso
- Utilización de programas optimizados de forjado y laminado
- Permitir una igualación estable de la temperatura
- Realización de controles dimensionales durante el mecanizado
Técnicas de control de calidad para detectar defectos en anillos laminados
Incluso cuando la producción se controla cuidadosamente, la inspección sigue siendo esencial. Un sistema completo de control de calidad ayuda a garantizar que los anillos laminados cumplan los requisitos dimensionales, mecánicos y estructurales antes de su entrega.
Inspección visual
Se utiliza para comprobar problemas evidentes en la superficie, como grietas, pliegues, picaduras, arañazos, defectos de escoria y contaminación superficial.
Aunque la inspección visual es básica, sigue siendo importante porque muchos defectos aparecen primero en la superficie.
Pruebas por ultrasonidos
Los ensayos por ultrasonidos se utilizan ampliamente para detectar defectos internos. Permiten identificar grietas internas, huecos, inclusiones, laminaciones y otras discontinuidades.
En el caso de anillos laminados de gran tamaño o componentes críticos para la seguridad, a menudo se requieren ensayos por ultrasonidos antes del envío.
Ensayo por partículas magnéticas
Los materiales ferromagnéticos pueden someterse a ensayo mediante partículas magnéticas. Con este método se pueden detectar grietas superficiales y subsuperficiales.
Este método se aplica habitualmente tras la forja, el tratamiento térmico o el mecanizado en bruto.
Ensayo por penetración de tintes
En materiales no porosos, el ensayo por penetración de tintes se puede utilizar para detectar defectos superficiales minúsculos. Se puede utilizar con acero inoxidable, aleaciones de aluminio y otros materiales no magnéticos.
Inspección dimensional
La inspección dimensional confirma que el anillo cumple los requisitos del plano.
Los elementos que se suelen comprobar incluyen:
- Diámetro exterior
- Diámetro interior
- Espesor de la pared
- Altura
- Redondez
- Planitud
- Concentricidad
- Perpendicularidad
- Margen de mecanizado
Ensayos metalúrgicos
Los ensayos metalúrgicos evalúan la estructura y las propiedades del material.
Pueden incluir:
- Inspección del tamaño del grano
- Ensayo de dureza
- Ensayo de tracción
- Ensayos de impacto
- Análisis de la microestructura
- Verificación de la composición química
La combinación de métodos de inspección ofrece una garantía de calidad mayor que la que se obtiene al basarse en un solo ensayo.