
Les brides forgées sont des raccords de tuyauterie haute résistance usinés à partir de pièces forgées massives. Comparées aux brides moulées ou fabriquées, elles offrent une précision dimensionnelle, une robustesse et une fiabilité supérieures sous haute pression et haute température.
Les principales normes relatives aux brides, telles que ASME B16.5/B16.47 (États-Unis) et EN1092-1 (Europe), spécifient les classes de pression, les types de faces, les dimensions et les matériaux des brides forgées.
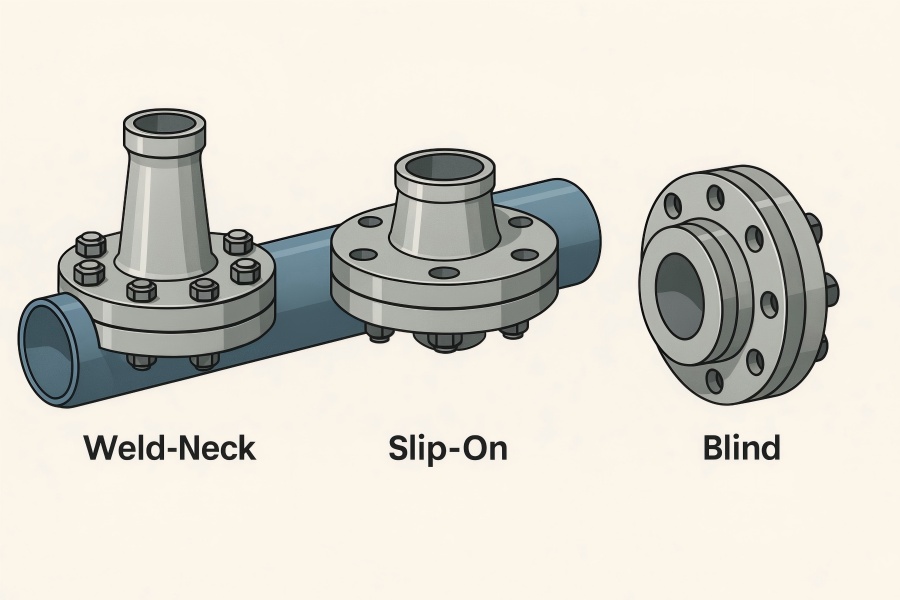
Parmi les brides forgées, les brides à souder bout à bout, les brides à emboîter et les brides pleines sont trois modèles couramment utilisés, chacun étant adapté à des environnements de service spécifiques.
Bride à souder bout à bout
Souvent appelées brides à moyeu haut ou à moyeu conique, les brides à souder bout à bout possèdent un moyeu long et conique conçu pour le soudage direct bout à bout sur un tuyau. Elles sont généralement usinées à partir d’acier forgé pour une résistance maximale.
| Avantages | Inconvénients |
| Excellente résistance mécanique | Coût et poids plus élevés |
| Convient pour des pressions/températures élevées | Soudure et installation complexes |
| Très faible risque de fuite | Nécessite des tolérances plus strictes |
Performances en pression et température
Ce type de bride est idéal pour les applications à haute pression, haute température et fortes contraintes. Le soudage répartit progressivement les contraintes dans le corps du tuyau, minimisant ainsi leur concentration. Ces brides ont été utilisées avec succès jusqu’à des pressions de 5 000 psi.
Spécifications et normes
Conformes aux normes ASME B16.5 et B16.47, les brides à souder sont disponibles dans les classes de pression de 150 à 2 500 psi (ASME) ou avec des valeurs nominales PN selon la norme EN 1092-1. Différents types de faces sont proposés : à face surélevée, à face plate, à rainure et languette, et à joint annulaire, selon les besoins de l’application.
Applications typiques
- Pétrochimie, oléoducs et gazoducs.
- Systèmes de production d’énergie et de vapeur haute température.
- Lignes cryogéniques.
- Industries nucléaires et de procédés, où la robustesse et l’étanchéité sont essentielles.
Bride à enfiler
Les brides à emboîter se glissent sur l’extrémité du tuyau, puis sont soudées par cordon d’angle sur leurs faces intérieure et extérieure. Elles possèdent un alésage traversant et sont nettement plus faciles à aligner lors de la fabrication.
| Avantages | Inconvénients |
| Coût et poids réduits | Capacité de pression/température plus faible |
| Facile à aligner en glissant sur le tuyau | Un soudage en congé est moins robuste qu’un soudage à bout |
| Bon pour l’installation sur site | Légère restriction dans la continuité du passage |
Performances en pression et température
Bien qu’offrant une résistance inférieure aux brides à souder, les brides à emboîter conviennent aux applications à pression et température modérées, généralement jusqu’à la classe 300 ou 600, selon le matériau.
Coût et installation
Elles sont généralement moins onéreuses que les brides à souder, tant au niveau du forgeage que de l’installation, notamment pour les applications à basse pression ou non critiques. L’alignement et le soudage sont simplifiés, ce qui réduit le temps de fabrication.
Applications typiques
- Tuyauterie générale basse à moyenne pression.
- Systèmes de chauffage, ventilation et climatisation (CVC), distribution d’eau.
- Industries chimiques où la rapidité et le coût sont essentiels.
Bride aveugle
Pour obturer l’extrémité d’un réservoir ou d’un système de tuyauterie, une bride pleine est un disque massif qui s’emboîte sur l’alésage du tuyau et se fixe à une bride correspondante. Elle est également usinée à partir d’une pièce forgée selon les mêmes spécifications que les autres brides de classe de pression.
| Avantages | Inconvénients |
| Capacité de scellement maximale | Pas de passage de fluide (ne peut pas faire passer des fluides) |
| Supporte haute pression et température | Lourd et encombrant |
| Utile pour les tests et la maintenance | Nécessite un cercle de boulonnage complet pour la résistance |
Fonction et utilisation
Les brides pleines remplissent deux fonctions principales :
- Fermeture permanente d’extrémité (par exemple, étanchéité des extrémités de conduites ou des ouvertures de réservoirs).
- Point de test – utilisé lors des essais hydrostatiques ou des inspections lorsque le démontage expose l’alésage de la tuyauterie.
Considérations de conception
Les brides pleines étant des disques à recouvrement total, elles doivent résister à la pression interne maximale du système. Ceci engendre des charges et des couples de serrage élevés, notamment pour les pressions nominales élevées.
Applications
- Bouchons d’extrémité de tuyauterie (permanents ou temporaires).
- Points d’accès pour essais de pression dans les installations industrielles.
- Couvercles de buses et points d’isolation des équipements.
Analyse comparative
| Caractéristique | Soudures à collet | Glissière | Aveugle |
| Matériau & Fabrication | Forgé, soudé à bout, haute précision | Forgé, soudé en congé, ajustement facile | Disque forgé solide |
| Plage de pression/température | Très élevée (jusqu’à ~5 000 psi) | Modérée (Classe 150–600 typique) | Pleine pression, boulonné |
| Répartition des contraintes | Excellente via un moyeu conique | Classe de stress plus faible | Stress uniquement sur le boulon |
| Alignement & Installation | Nécessite alignement et précision | Alignement facile | Placement simple |
| Coût | Le plus élevé parmi les trois | Le plus bas | Modéré (dépend de la classe/matériau) |
| Cas d’utilisation typiques | Lignes de processus critiques | Lignes de routage économiques | Purge, tests, fermeture de système |
Considérations relatives aux matériaux et normes
Les brides forgées utilisent généralement des matériaux conformes aux normes ASME SA-105 (acier au carbone), SA-182 (alliage, inoxydable) ou à des aciers de nuance EN équivalente. Le choix du matériau détermine les plages de température et de pression compatibles selon les normes ASME B16.5/B16.47.
Les types de faces varient : face surélevée pour les applications générales, face plate pour l’assemblage avec une face non surélevée (souvent pour des raisons de sécurité), étanchéité par rainure et languette ou joint annulaire pour une intégrité élevée dans les systèmes critiques sous pression ou les systèmes vapeur.
Lignes directrices de sélection et considérations techniques
Lors du choix entre brides à souder, brides à emboîter ou brides forgées pleines, plusieurs facteurs techniques et pratiques doivent être évalués afin de garantir l’intégrité du système, la rentabilité et la performance à long terme :
- Classe de pression et marges de sécurité : Pour les canalisations haute pression ou les systèmes fonctionnant à proximité des limites de conception, les brides à souder sont privilégiées en raison de leur répartition des contraintes et de leur résistance structurelle supérieures.
- Températures extrêmes : Dans les environnements à très hautes températures (ex. : conduites de vapeur) ou cryogéniques (ex. : systèmes GNL), les brides à souder bout à bout offrent les meilleures performances grâce à leur raccordement sans joint et leur résistance aux contraintes de dilatation thermique.
- Criticité du système : Pour les conduites critiques, telles que celles transportant des fluides ou des gaz dangereux, les brides à souder bout à bout offrent une fiabilité accrue et un risque de fuite réduit, ce qui les rend idéales pour les applications critiques.
- Environnement d’installation : Dans les espaces restreints, où un alignement précis est difficile et l’accès pour le soudage limité, les brides à emboîter facilitent l’installation et l’alignement, notamment lors des rénovations ou des assemblages préfabriqués.
- Besoins futurs d’accès ou de contrôle : Les brides pleines sont essentielles lorsque la maintenance périodique, l’inspection ou les essais de pression sont requis. Elles permettent une isolation aisée du système sans démontage important ni découpe de la canalisation.
- Rapport coût/performance : Dans les systèmes non critiques à basse pression, les brides à emboîter constituent souvent une solution économique avec des performances acceptables, en particulier lorsque la facilité d’installation et un faible coût initial sont des priorités.
Le choix approprié des brides garantit non seulement la conformité aux normes ASME/EN, mais aussi des performances optimales tout au long du cycle de vie dans les conditions de fonctionnement prévues.
Pratiques de soudage et assurance qualité
Les brides à collerette nécessitent des soudures bout à bout à pleine pénétration, généralement vérifiées par des essais non destructifs (END) tels que la radiographie ou le contrôle par ultrasons.
Les brides à emboîter utilisent des soudures d’angle, à l’intérieur comme à l’extérieur ; elles conviennent aux applications à faible risque, mais nécessitent néanmoins un contrôle visuel et/ou END.
Le boulonnage des brides pleines doit respecter les spécifications de couple et de joint de la norme ASME B16.5 ; les boulons de bride doivent être compatibles avec le type de joint (par exemple, spiralé, annulaire).
Les matériaux et les procédés de soudage doivent être conformes à la norme ASME B31.3 (Tuyauterie de process) ou B31.1 (Tuyauterie de production d’énergie), selon le secteur d’activité, notamment en ce qui concerne le préchauffage, le traitement thermique après soudage (TTAS) et la compatibilité avec le matériau de la tuyauterie.
Études de cas pratiques
Collecteur d’alimentation haute pression pour raffinerie pétrochimique
Les brides à collerette permettent d’assembler des tubes en acier allié de classe 1500 à 480 °C (900 °F), offrant une résistance exceptionnelle aux contraintes thermiques, garantissant une étanchéité parfaite et une fiabilité à long terme pour les opérations de traitement d’hydrocarbures en continu et à haute pression.
Station d’épuration municipale
Les brides à emboîter sont installées sur les canalisations en acier doux de classe 150, permettant un alignement et un soudage rapides. Elles sont idéales pour les systèmes basse pression non critiques où la distribution d’eau potable exige une installation rapide et économique.
Orifice d’arrêt sur réservoir sous pression
Les brides pleines servent de fermetures temporaires sur les tubulures du réservoir, permettant les essais de pression et les inspections internes. Elles éliminent le besoin de soudure permanente et offrent un accès facile lors de la maintenance ou des extensions futures de canalisation.
Résumé et bonnes pratiques
- Raccord à souder : résistance, répartition des contraintes et étanchéité optimales, idéal pour les applications critiques à haute pression/température.
- Raccord à emboîter : économique et facile à installer, convient aux conditions de service modérées, aux zones de maintenance ou aux lignes à coût maîtrisé.
- Raccord plein : indispensable pour l’obturation des extrémités de canalisations et la création de points d’accès/de test, avec une capacité de charge maximale.
Processus de sélection recommandé :
- Définir la classe de pression et la température du système.
- Évaluer la criticité et les normes réglementaires/techniques.
- Choisir le type de bride en optimisant les performances, le coût et la faisabilité de l’installation.
- Spécifier le matériau et le type de face conformément à la norme applicable.
- S’assurer que les opérations de boulonnage, de soudage et d’inspection respectent les règles de sécurité et les bonnes pratiques du secteur.