 Obtenga una cotización
Obtenga una cotización
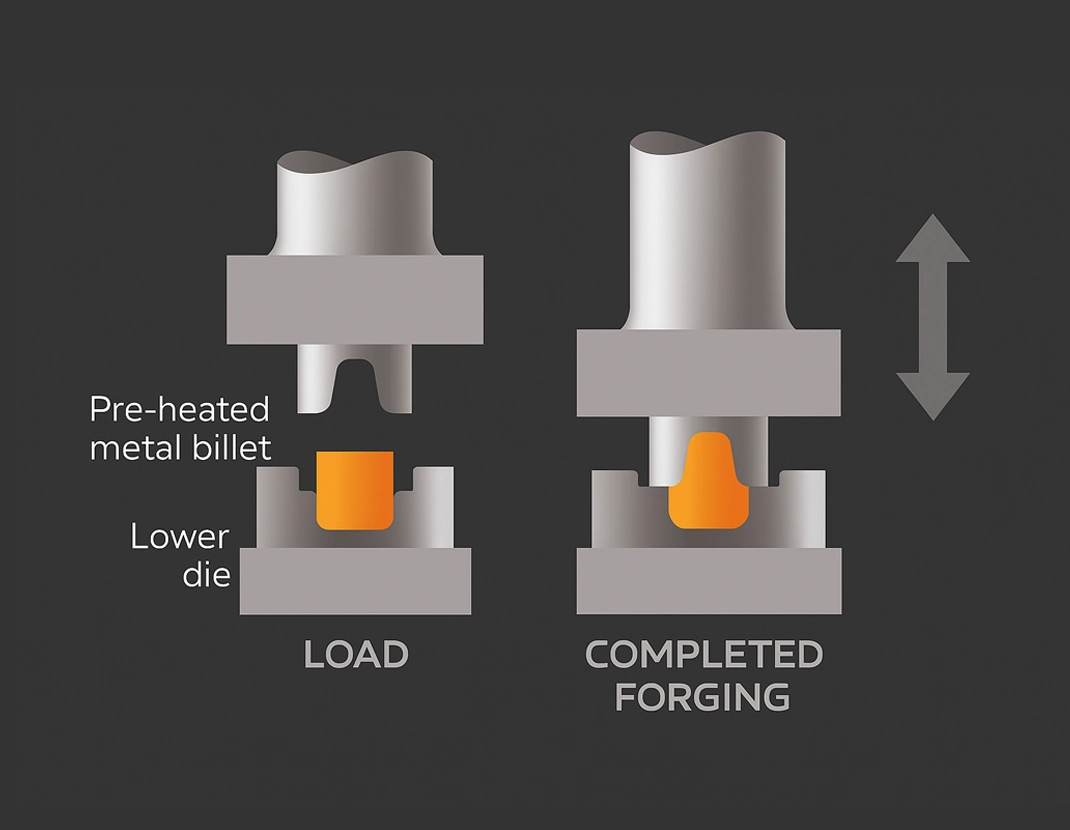
Forja en matriz cerrada
Obtenga una cotización
Forja en prensa de matriz cerrada
Obtenga una cotización
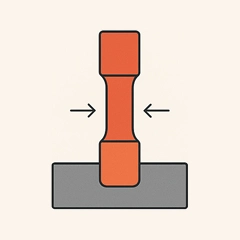
Forja recalcada en matriz cerrada
Obtenga una cotización
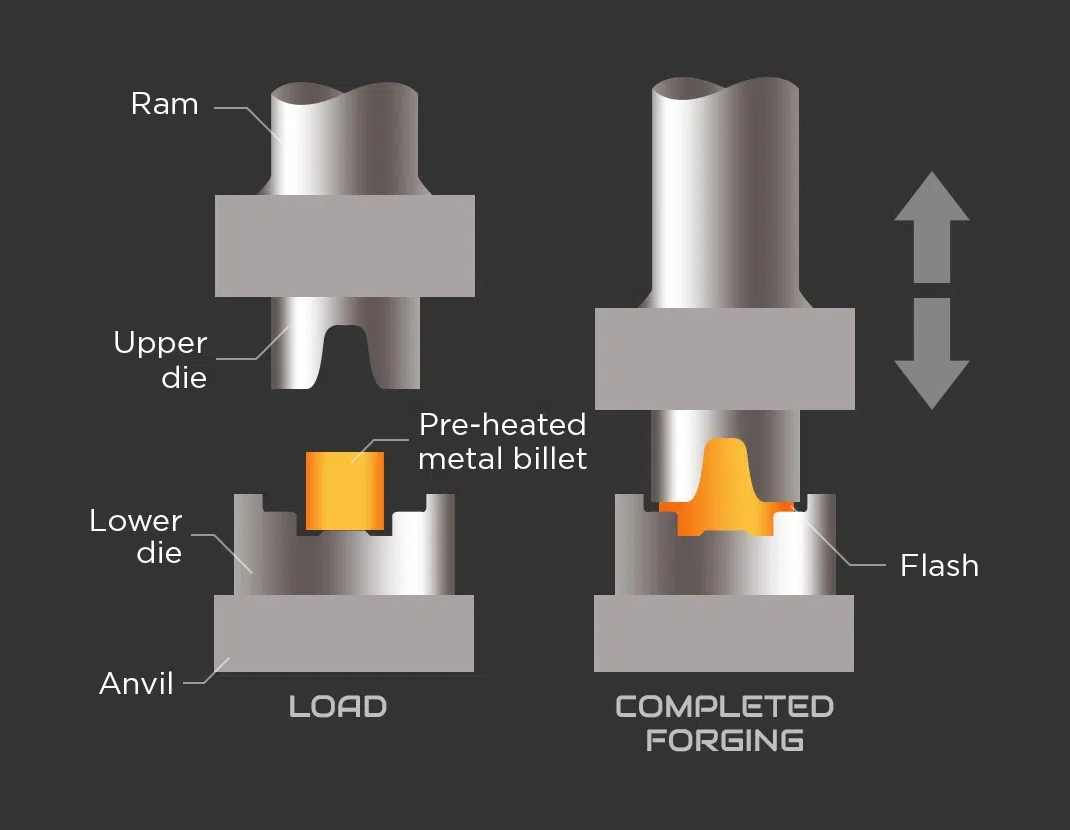
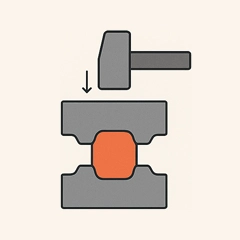
Forja en matriz cerrada con rebaba
Este método fuerza el exceso de metal hacia una cavidad circundante, lo que mejora el flujo de material, el llenado de la matriz y la resistencia de la pieza al tiempo que aumenta el desperdicio de material.
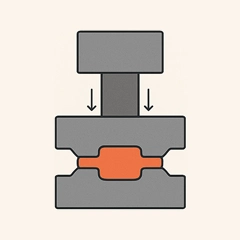
Forja en matriz cerrada sin rebaba
Confina con precisión el metal dentro de las cavidades de la matriz sin desbordamiento, lo que reduce la pérdida de material y las necesidades de recorte, ideal para una forma cercana a la neta y una producción de alta eficiencia.


Aeroespacial
Discos de turbina, piezas del tren de aterrizaje, soportes estructurales.

Automotor
Bielas, cigüeñales, piezas brutas de engranajes, brazos de control, balancines, vigas de eje, semiejes, brazos tensores, horquillas de dirección.

Defensa
Carcasas de misiles, componentes de vehículos blindados.

Maquinaria industrial y de construcción
Bridas, ejes, acoplamientos, carcasas de bombas, dientes de cucharones de excavadoras.
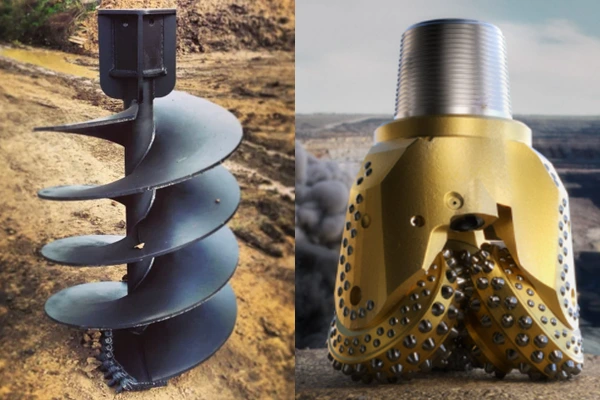
Industria minera
Brocas para perforación de suelo, brocas para barrena.

Equipos forestales
Dientes de trituradora, dientes de trituradora de tina, cuchillas de martillo desbrozadora.

Maquinaria agrícola
Ejes de transmisión, engranajes, dientes de grada de púas, extremos de barra de acoplamiento.

Equipos para yacimientos petrolíferos
Codos, tuercas de unión de martillo, tes, cruces.

Elevación y aparejo
Grilletes, anillos D para soldar, ganchos.